
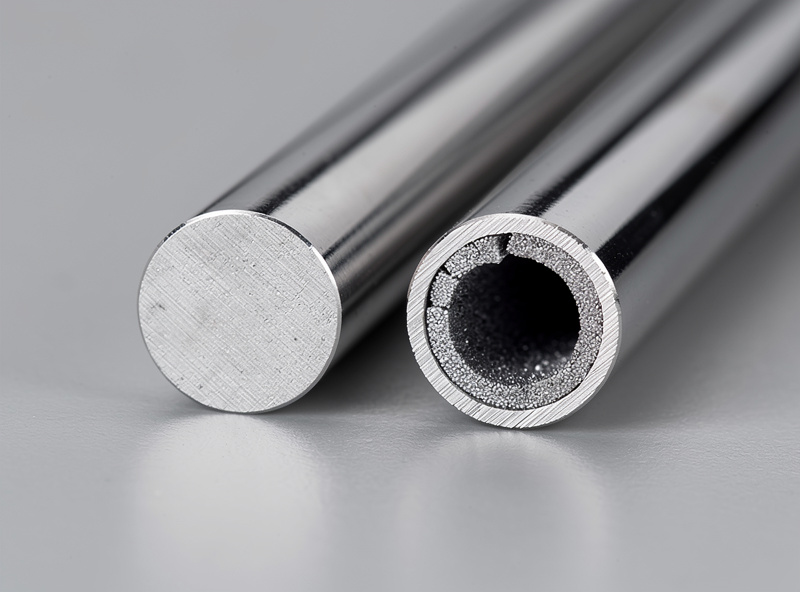
The core difference is construction. Solid wire (ER70S-6) is a bare steel rod that needs an external shielding gas. Flux-core (E71T) is a hollow tube packed with flux that makes its own shield and leaves a slag. Solid runs cleaner on thin, indoor, cosmetic work; self-shielded flux-core penetrates deeper and welds dirty, thick, or windy outdoor steel — and the two even run on opposite polarity.
This guide is the metallurgical decision, not the “which machine should I buy first” question — if you are setting up your very first welder and just deciding whether to run gas at all, my gas vs gasless MIG setup guide covers that choice. Here I go a level deeper into what each wire actually is, the polarity and properties that separate them, and exactly when each is the correct metallurgical pick. It sits under the MIG welding complete guide, and after running both across clean indoor brackets and rusty outdoor repairs on my own bench, the differences are not subtle.
What Each Wire Actually Is
Solid MIG wire is a continuous bare rod of deoxidized mild steel — ER70S-6 is the common grade, with extra silicon and manganese to scavenge oxygen from the puddle. It carries no shielding of its own, so it relies entirely on an external gas like C25 or CO2 to protect the weld. Flux-core wire is a folded steel tube filled with a flux compound that vaporizes to shield the arc and forms a protective slag.
That construction difference drives everything. Solid wire is simple and clean: bare metal in, gas shields it, no residue but light spatter. Flux-core is a chemistry package: as the flux burns it releases shielding gas and slag-forming compounds, so self-shielded versions need no bottle at all. The flux also lets manufacturers tune the wire — adding deoxidizers and alloys that let it tolerate rust and mill scale a solid wire would choke on. The trade is residue: every flux-core bead leaves a slag crust you must chip and brush, and trapped slag between passes is a real defect risk. Solid wire leaves nothing but a little spatter.
Polarity: The Difference Beginners Miss
Solid MIG wire runs DCEP (electrode positive), while most self-shielded flux-core runs DCEN (electrode negative). This is a real machine change, not a detail — load self-shielded flux-core without flipping the polarity and you get a terrible, spattery, poorly-fused weld. The gun leads on the polarity swap most home machines make with a simple cable change at the terminals.
It catches people constantly. Someone runs clean solid wire on DCEP, swaps a gasless flux-core spool on to weld outside, forgets the polarity, and blames the wire when the bead is garbage. The reason is physics: self-shielded flux-core puts the heat distribution and the flux’s shielding action where it belongs only on electrode-negative, while solid wire’s gas shielding and transfer want electrode-positive. Dual-shield (gas-shielded) flux-core is the exception — it goes back to DCEP, matching solid wire (confirmed by this DCEN vs DCEP breakdown: solid MIG and dual-shield flux-core both run DCEP, self-shielded flux-core runs DCEN). Always check your wire’s spec and set polarity to match before you strike an arc; it is the first thing I verify on a wire change, right alongside swapping to a knurled drive roll and remembering that flux-core must be dragged, not pushed.
Penetration, Cleanliness, and Properties
Self-shielded flux-core penetrates deeper and tolerates dirty, rusty, painted, or mill-scaled steel far better than solid wire, which is why it dominates outdoor and structural repair work. Solid wire gives a cleaner, lower-spatter, better-looking bead with less smoke, making it the choice for thin material and anything that has to look good. Both can meet 70,000 psi tensile on mild steel — ER70S-6’s spec sheet lists a 70 KSi minimum (verified on ER70S-6’s MTC specification), and common self-shielded grades meet or beat that same floor.
The penetration gap is real: flux-core’s hotter, deeper-digging arc bites through contamination and into thick joints, where solid wire would sit on top of rust and lack fusion. That makes flux-core forgiving on the kind of reclaimed, weathered steel a home shop often works with. The cost is cosmetics and cleanup — flux-core throws more spatter, generates more smoke and fume (ventilate well), and buries the bead under slag. Solid wire is the opposite: it wants clean metal and a gas shield, but rewards you with a tidy, low-spatter weld and far less to grind. On thin sheet, solid wire wins outright because flux-core simply runs too hot, as my wire size guide explains.
| Property | Solid Wire (ER70S-6) | Self-Shielded Flux-Core | Dual-Shield Flux-Core |
|---|---|---|---|
| Shielding | External gas only | Self-generated (no gas) | Flux + external gas |
| Polarity | DCEP | DCEN | DCEP |
| Slag | None | Yes (chip it) | Yes (chip it) |
| Penetration | Moderate | Deep | Deep, high deposition |
| Wind / outdoors | Poor (shield blows away) | Excellent | Poor (needs gas) |
| Best material | Clean, thin–medium | Dirty, thick, outdoor | Thick production indoor |
As an Amazon Associate I earn from qualifying purchases.
Self-Shielded vs Dual-Shield Flux-Core
Not all flux-core is the same. Self-shielded flux-core (FCAW-S, like E71T-GS or E71T-11) needs no external gas and runs on DCEN — it is the portable, windproof, gasless wire most home users mean by “flux-core.” Dual-shield flux-core (FCAW-G, like E71T-1) is a flux-cored tube run with an external gas on DCEP, delivering very high deposition and excellent mechanical properties on thick steel.
The home-shop staple is self-shielded: E71T-GS for single-pass work and E71T-11 when you need multiple passes, both gasless and perfect for outdoor repairs and rusty steel where a gas shield would blow away. Dual-shield is the pro/production tier — it combines the flux’s tolerance and deep penetration with a gas shield’s smoothness, laying thick beads fast with strong, often weld-test-quality results, but it needs a gas bottle so it loses the portability advantage. My welder friend Mike runs dual-shield on heavy fabrication in his shop; for a home garage, self-shielded flux-core covers the gasless use case and solid wire covers the clean use case, which is most of what a hobbyist needs. The consumables guide breaks down the cost of each.

When Each Wire Is the Right Choice
Choose solid wire for clean, thin-to-medium steel welded indoors where appearance matters. Choose self-shielded flux-core for outdoor, windy, dirty, rusty, or thick steel where you cannot run gas. Choose dual-shield flux-core for high-deposition production on thick steel indoors. The decision is about the metal and the environment, not which is “better.”
On my bench the split is clean: anything thin, tidy, and indoors — brackets, enclosures, a railing — gets solid wire under C25. Anything I am welding outside in a breeze, or any weathered reclaimed steel where grinding to bright metal is impractical, gets self-shielded flux-core, because the gasless shield does not blow away and the wire eats through scale. I do not own a dual-shield setup because my work does not justify the gas-plus-flux-core combination, but it is the right answer for someone running a lot of heavy plate indoors. There is no universal winner — there is the wire that matches the joint, the metal condition, and whether the wind is blowing. Match those three and the weld comes out right.

Stocking Both Wires
A home shop is best served keeping a roll of each: solid ER70S-6 for clean indoor work and self-shielded flux-core for outdoor and rusty jobs. Switching between them means changing polarity and the drive roll — a knurled roll grips the softer flux-core tube, while a smooth V-groove suits solid wire. Get those two things right and one machine does both jobs.
Keep a roll of ER70S-6 solid MIG wire for clean gas-shielded work and a roll of self-shielded flux-core wire for the gasless jobs, and the machine handles both clean brackets and rusty outdoor repairs. The part people forget on the swap is the feed roller — a set of knurled flux-core drive rolls grips the tubular wire without crushing it, where a smooth roll meant for solid wire slips. Store both spools dry, because moisture seeds porosity in either wire, and flip your polarity every time you change between them.
Frequently Asked Questions
What is the real difference between flux-core and solid MIG wire?
Solid wire is a bare steel rod that needs external shielding gas. Flux-core is a hollow tube filled with flux that makes its own shielding gas and leaves a slag. Solid runs cleaner on thin indoor work; self-shielded flux-core penetrates deeper and welds dirty, thick, or outdoor steel without gas.
Do flux-core and solid wire use the same polarity?
No. Solid MIG wire runs DCEP (electrode positive), while most self-shielded flux-core runs DCEN (electrode negative). You must flip the polarity when switching, or the weld is spattery and poorly fused. Dual-shield (gas-shielded) flux-core is the exception and goes back to DCEP.
Is flux-core or solid wire stronger?
Both meet 70,000 psi tensile on mild steel, so neither is inherently stronger for typical home work. Flux-core penetrates deeper and tolerates dirty or thick steel better, while solid wire gives cleaner, lower-spatter welds on clean material. Strength comes from correct technique and fusion, not the wire type alone.
When should I use flux-core instead of solid wire?
Use self-shielded flux-core for outdoor or windy conditions, rusty or dirty steel, and thicker material where deep penetration helps. Its gasless shield does not blow away and it tolerates contamination. Use solid wire for clean, thin-to-medium steel indoors where appearance and low spatter matter.
What is dual-shield flux-core wire?
Dual-shield (gas-shielded) flux-core is a flux-cored wire run with an external shielding gas on DCEP. It combines deep penetration and high deposition with a smooth bead and strong mechanical properties, ideal for thick production work indoors. It needs a gas bottle, so it loses the portability of self-shielded flux-core.
Can I run flux-core and solid wire on the same machine?
Yes, most MIG machines run both. You need to change the polarity (DCEP for solid, DCEN for self-shielded flux-core) and ideally swap to a knurled drive roll that grips the softer flux-core tube. With those two changes, one machine handles clean indoor and rusty outdoor jobs.



Discussion (0)