
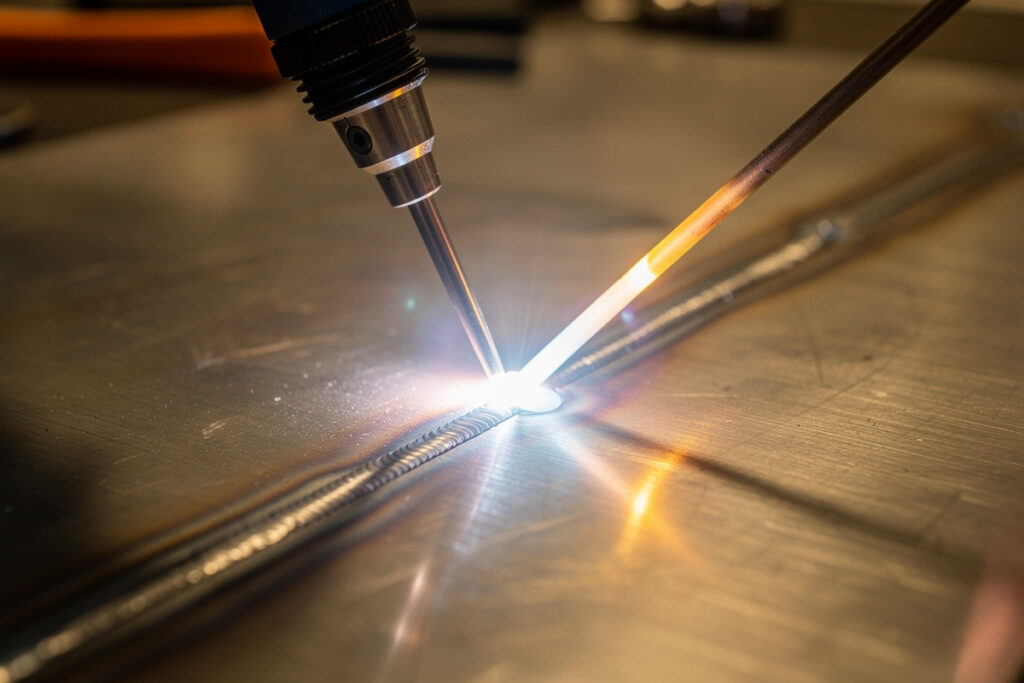
TIG welding 4130 chromoly is mostly mild-steel technique with two added disciplines: control the cooling rate so the heat-affected zone does not turn brittle, and fit the tube joints tight. For typical thin-wall roll-cage tube run on DC with ER70S-2 filler, no preheat, and let it cool slowly in still air.
Chromoly intimidates people because it shows up in roll cages and aircraft, but the welding itself is not exotic — it is the metallurgy around the weld you have to respect. 4130 is air-hardenable, so if you cook it and let it cool too fast, the zone beside the weld goes hard and crack-prone. Get the filler, fitup, and cooling right and a home TIG setup handles it. One serious caveat up front, and my welder friend Mike says the same: a competition cage is governed by your sanctioning body’s rules, not a blog. For the process basics, see the TIG welding guide; for related alloy steels, the steel types guide.
What Makes 4130 Chromoly Different
4130 is a low-alloy steel with about 0.30% carbon plus chromium and molybdenum, giving far higher strength than mild steel at the same weight. That alloy content also makes it air-hardenable: the metal next to the weld can quench itself hard and brittle as it cools, which is the one real risk you manage when welding it.
The chromium and molybdenum that make 4130 strong are exactly what make its heat-affected zone (HAZ) sensitive. When you weld, the band of base metal beside the bead heats high and then cools; if it cools fast, that alloy steel forms hard, brittle martensite right where the weld meets the tube — a classic spot for cracks under the vibration and impact a cage or frame sees. Mild steel does not do this because it lacks the alloying. So everything about welding 4130 well is about moderating that cooling: not overheating in the first place, sometimes preheating thicker sections, and never quenching. The weld metal itself, with the right filler, stays tough; it is the HAZ you protect. This is why chromoly technique is less about a prettier bead and more about heat management discipline.
Filler Choice: ER70S-2 vs ER80S-D2
The two fillers for 4130 are ER70S-2 and ER80S-D2. ER70S-2 under-matches the tube’s strength but stays ductile in the as-welded condition, which is why most home and amateur-motorsport cages use it on thin tube. ER80S-D2 matches 4130’s higher tensile but is less forgiving without post-weld heat treatment.
This trips up a lot of beginners who assume you must “match” the strong base metal. For thin-wall chromoly that will be used as-welded — no normalizing, no stress relief — ductility matters more than raw tensile, because a slightly softer, tougher weld flexes with the joint instead of cracking. ER70S-2’s deoxidizers and ductility make it the common, defensible choice for home roll-cage and frame tube in the 0.049 to 0.095-inch wall range. ER80S-D2 genuinely matches 4130’s strength and is the right pick when a spec calls for a strength match or the assembly will be heat treated afterward, but its harder weld is more crack-sensitive on thin as-welded tube. I keep both, default to 70S-2 for thin cage tube, and reach for 80S-D2 only when a drawing or sanctioning rule demands the match. Filler selection across metals is covered in the TIG filler rod guide.
| Aspect | ER70S-2 | ER80S-D2 |
|---|---|---|
| Tensile vs 4130 | Under-matches | Matches |
| As-welded ductility | High — flexes, resists cracks | Lower — harder weld |
| Crack sensitivity (thin tube) | Low | Higher without heat treat |
| Best use | Home/amateur cages, thin tube | Strength-match specs, heat-treated |
| Preheat need | Thin tube: none | Often paired with preheat |
Disclosure: HomeWelder is reader-supported. As an Amazon Associate I earn from qualifying purchases made through links in this article, at no extra cost to you. I only point to gear I actually use or would buy for my own shop.

Preheat and Cooling Rate
Thin-wall 4130 under about 0.120 inch used at room temperature generally needs no preheat — preheating thin tube does more harm than good. Thicker sections, high restraint, or strength-matched filler benefit from a 300-400°F preheat to slow cooling. Never quench 4130; let every joint cool slowly in still air.
The instinct to “preheat because it’s chromoly” is one of the most common mistakes on thin cage tube. On 0.049 to 0.095-inch wall, the tube is so thin that it does not cool fast enough to harden badly with ER70S-2, and adding preheat just widens the soft zone and can promote distortion. Where preheat earns its place is on thicker 4130 — heavier plate, lugs, or clusters with a lot of restraint — where a 300-400°F preheat slows the HAZ cooling enough to avoid brittle martensite. The universal rule regardless of thickness: do not chase fast cooling and absolutely never quench in water or air-blast a hot 4130 weld, because rapid cooling is precisely what hardens and cracks it. Tack, weld in a balanced sequence to limit built-up heat, and walk away to let it normalize in air. Mike, with his decades in the trade, drilled that into me: with chromoly, patience on the cooldown is the weld.
Fitup and Joint Prep on Tube
Tight tube fitment is non-negotiable on chromoly. Joints are coped (fishmouthed) so mating tubes seat with minimal gap; loose, gappy joints force you to overfill and overheat, which is exactly what cracks the HAZ. Clean the tube to bright metal and notch it accurately before a single tack.
A chromoly frame is only as good as its joints, and the joints are only as good as the notching. Each tube end is coped to wrap the tube it meets — a clean fishmouth that seats with a gap you could barely slip paper into. That tight fit lets you weld with minimal filler and minimal heat, which is the whole game on an air-hardening alloy. Sloppy gaps make you dwell and pile in filler, overheating the HAZ and inviting cracks. Clean every joint to bright steel first; 4130 tube ships with mill scale and drawing oils that cause porosity and contamination. On cage clusters, walking the cup shines because the tube geometry guides it — the technique is covered in walking the cup vs freehand TIG, and the broader tube-joint logic in my steel-tube frame build. Do not grind cage welds flush — the reinforcement is structural; grinding is cosmetic only and removes strength.

Where Home-Shop Ends and Certification Begins
A practice frame or a non-competition brace, you can build and weld at home with sound technique. A competition roll cage is different: sanctioning bodies like SCCA, NHRA, and FIA dictate material, wall thickness, joint design, and who may certify the welds. That is not a home-shop judgment call — build to their rule book or have a certified chassis fabricator do it.
I am a confident home welder, not a certified chassis builder, and chromoly is the topic where that line matters most — a cage is the thing between a driver and the ground. For learning, brackets, mounts, and your own non-safety-critical frames, the technique in this guide is sound and will give you strong, clean joints. But the moment a part’s job is to save a life in a crash, the relevant authority is the sanctioning body’s regulations and a fabricator they recognize, not any article. Mike puts it bluntly: weld your practice tube all day, but a real cage gets built to the book and inspected. Know which side of that line your project is on before you strike an arc.

The Chromoly Kit on My Bench
Chromoly does not need special machine settings beyond standard DC steel TIG — it needs the right filler, a way to notch tube accurately, and clean prep. A tube notcher is the single most useful purchase for anyone welding frames; it turns gappy hand-grinding into repeatable tight joints.
For filler I keep ER70S-2 TIG rod as my default for thin chromoly tube and ER80S-D2 rod for the strength-match jobs. The purchase that changed my tube work was a tube notcher for fabrication — accurate fishmouths mean tight joints, less filler, and less heat into the HAZ, which is everything on an air-hardening steel. Standard 2% lanthanated tungsten sharpened to a point and straight argon handle the arc itself, exactly like any other DC steel weld. Spend on fitment tools and good filler; the machine you already use for steel is enough.
Frequently Asked Questions
What filler rod do you use for 4130 chromoly?
Most home and amateur-motorsport builders use ER70S-2 for thin-wall 4130 because it stays ductile in the as-welded condition and resists cracking. ER80S-D2 matches 4130’s higher tensile strength but is less forgiving without post-weld heat treatment, so it is used when a spec demands a strength match or the part will be heat treated.
Do you need to preheat 4130 chromoly before welding?
Thin-wall 4130 under about 0.120 inch used at room temperature generally needs no preheat, and preheating thin tube can do more harm than good. Thicker sections, high restraint, or strength-matched filler benefit from a 300-400°F preheat to slow cooling and prevent a brittle heat-affected zone.
Why does chromoly crack when welding?
4130 is air-hardenable, so the heat-affected zone beside the weld can cool fast enough to form hard, brittle martensite that cracks under load or vibration. Prevent it by not overheating, fitting joints tightly to minimize filler, using ductile ER70S-2 on thin tube, and never quenching — let it cool slowly in still air.
Can you TIG weld a roll cage at home?
You can build practice frames and non-safety-critical chromoly parts at home with sound technique. A competition roll cage is governed by your sanctioning body — SCCA, NHRA, or FIA — which dictates material, wall thickness, joint design, and weld certification. Build to their rule book or have a certified chassis fabricator do it.
Should you grind chromoly cage welds smooth?
No. The weld reinforcement on a chromoly cage is structural, and grinding it flush removes strength and can introduce stress risers. Leave cage welds unground except for purely cosmetic touch-up, and never grind into the toe of a structural weld. A clean, properly sized fillet does not need grinding.
What machine settings do you use for 4130 chromoly?
Use standard DC electrode-negative steel TIG settings: 100 percent argon, a sharp-ground 2% lanthanated tungsten, and amperage around one amp per 0.001 inch of thickness. Chromoly needs no special current or polarity beyond normal DC steel welding — the discipline is in cooling rate and fitup, not the dials.

Discussion (0)