
The five TIG tungsten colors: red (2% thoriated, legacy DC default but radioactive), gold (1.5% lanthanated, modern do-it-all), gray (2% ceriated, best for low-amperage starts), green (pure tungsten, AC aluminum), blue (2% lanthanated, hotter for thick aluminum). Use gold for 90% of home jobs.
I bought red 2% thoriated tungsten for my first TIG setup because it was the cheapest option at the welding supply, then switched to gold (1.5% lanthanated) after reading IARC’s classification of thorium as a Group 1 carcinogen and AWS A5.12’s caution about radioactive dust during grinding. The arc behavior is virtually identical and lanthanated holds a sharper point on DC. The full TIG fundamentals are in the TIG welding guide; for sharpening technique, see how to sharpen tungsten for TIG. Written by Kenny Nyhus Fadil.
Tungsten color confusion is the most common reason home TIG welders waste money on the wrong electrodes. The chart below is the practical decision tool, not the marketing-driven AWS specification. Each entry includes the metal it works on, the AC/DC mode it suits, and the practical reason a beginner would or would not buy it.
Disclosure: some links below are affiliate links. As an Amazon Associate I earn from qualifying purchases, at no extra cost to you — I only point to electrodes I actually run.
Why Tungsten Color Matters
Each color band on a tungsten electrode identifies the rare-earth oxide additive blended into the pure tungsten matrix. Different oxides change the electron emission characteristics — how easily the arc starts, how stable it stays, and how the tip behaves at temperature. Pure tungsten (green) balls up cleanly for AC aluminum work but starts unreliably on DC steel. Thoriated tungsten (red) starts instantly on DC but balls poorly on AC aluminum. The right color matches the job.

Beginners often pick whichever color is at the top of the search results without realizing the implications. A pure tungsten (green) on DC steel produces unstable arcs and rapid tip wear; a thoriated (red) on AC aluminum produces dirty welds and excessive spatter. Choose by application, not by price or availability. The TIG welding guide covers application-specific tungsten recommendations across every common metal.
Red: 2% Thoriated (Legacy DC Steel)
Red-banded 2% thoriated tungsten was the industrial standard for DC steel and stainless welding for decades. It starts arcs reliably, holds a sharp point at high amperage, and produces clean welds on carbon and stainless steels. The catch: thorium is mildly radioactive. Sharpening thoriated tungsten produces dust that, inhaled regularly without ventilation, presents a measurable cancer risk. Most modern shops have replaced it.
If you already own thoriated tungsten, it is fine to use up — the radiation levels during welding are below regulatory thresholds. But do not buy more for new use. Sharpen with a dust collection system or wear a P100 respirator if you have to use it. Better choice for new TIG welders: lanthanated (gold or blue), which performs almost identically without the radiation concern.
Gold: 1.5% Lanthanated (The Modern Do-It-All)
Gold-banded 1.5% lanthanated is the right “first tungsten” for most home TIG setups. It runs both AC and DC modes with acceptable performance, starts arcs nearly as reliably as thoriated, holds a point well on DC, and balls cleanly on AC aluminum. It is also non-radioactive, meaning safe to sharpen without special ventilation. The single rare-earth element (lanthanum oxide) gives it broad-spectrum capability that no other tungsten matches.

Buy a 10-pack of 3/32-inch 1.5% lanthanated (gold) and use it as your default electrode. It handles steel from 22 gauge through 1/4 inch, stainless similarly, and aluminum from 1/16 inch through 3/16 inch with proper AC settings. For thicker aluminum (above 1/4 inch) the 2% lanthanated (blue) handles heat better. For lower-amperage precision work (under 30A), 2% ceriated (gray) starts more reliably. But for the 90% case, gold is the right answer.
Gray: 2% Ceriated (Low-Amperage Specialist)
Gray-banded 2% ceriated tungsten was developed for orbital tube welding where consistent low-amperage starts matter. The cerium oxide additive produces the lowest arc-start voltage of any common tungsten, meaning the arc strikes reliably at amperages where lanthanated and pure tungsten struggle. For TIG welders working on thin sheet metal under 22 gauge, ceriated is the right choice.
The trade-off is upper amperage limit — ceriated tungsten erodes faster than lanthanated above 100A and is not the right choice for thicker steel work. Beginners who buy ceriated as a general-purpose electrode often complain about tip wear; the issue is using the right tungsten for the wrong job. Reserve ceriated for sheet metal and precision work; default to lanthanated for everything else.
Green: Pure Tungsten (AC Aluminum Only)
Green-banded pure tungsten contains no rare-earth additive. Its single use case is AC aluminum welding on older transformer-type TIG machines that lack high-frequency arc start. On those machines, pure tungsten balls cleanly under AC and produces the best aluminum weld quality. On modern inverter TIG welders with high-frequency arc start, lanthanated produces equal-or-better aluminum welds without the limitations.
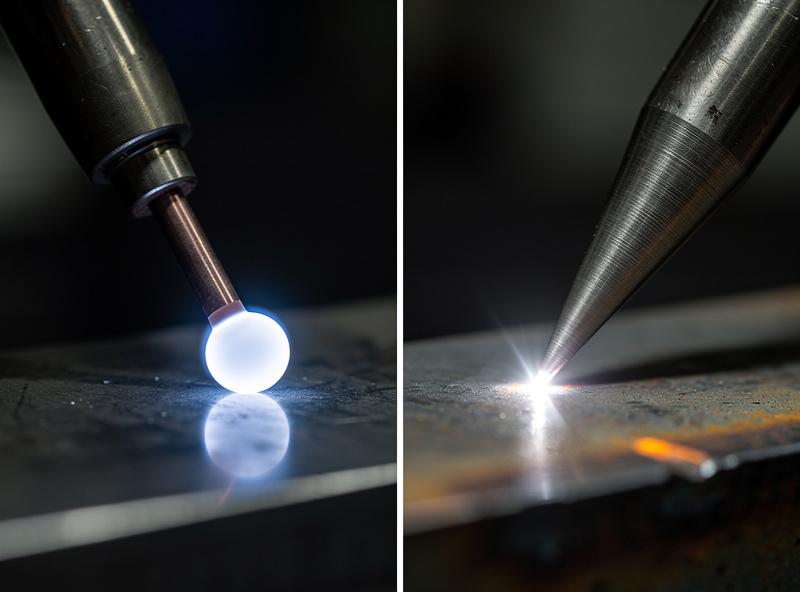
Pure tungsten cannot be ground to a point for DC steel work — it just blunts back to a ball under DC current. If your TIG only welds AC aluminum and nothing else, pure tungsten is fine. Otherwise, gold lanthanated is the better all-purpose choice. Most homes welders should never own pure tungsten unless their welder is a 1990s-era transformer machine.
Blue: 2% Lanthanated (Heavy Aluminum)
Blue-banded 2% lanthanated is the high-amperage version of gold-banded 1.5% lanthanated. The doubled lanthanum content extends arc stability and tip durability at amperages above 150A — relevant for welding aluminum thicker than 3/16 inch where gold tungsten erodes faster than ideal. Behavior on DC steel is similar to gold; the difference is most noticeable on heavy aluminum.
For home TIG welders working on aluminum chair frames, motorcycle parts, or thin tube structures, blue tungsten is overkill. Gold (1.5%) handles everything most home setups will ever attempt. Blue is worth buying only if you do regular thick aluminum work — auto body, marine repair, or large tubular fabrication. Always read the welding safety guide for aluminum-specific requirements (ozone production, ventilation needs per OSHA 29 CFR 1910.252(c)).
Tungsten Color Chart by Application
| Color | Composition | AC/DC | Best for | Avoid for |
|---|---|---|---|---|
| Red | 2% Thoriated | DC primarily | Carbon and stainless steel (legacy) | AC aluminum, new purchases (radioactive) |
| Gold | 1.5% Lanthanated | AC + DC | General purpose home TIG (90% case) | Nothing — buy this if buying one |
| Gray | 2% Ceriated | AC + DC, low amperage | Thin sheet under 22 gauge, orbital tubes | Heavy steel above 100A |
| Green | Pure Tungsten | AC only | Aluminum on transformer (legacy) welders | DC steel, modern inverters |
| Blue | 2% Lanthanated | AC + DC, high amperage | Thick aluminum above 3/16 inch | Most home setups (overkill) |
| Purple | 3% Lanthanated | AC + DC | Specialty industrial use | Home shops (rarely available) |
| Brown | 1% Zirconiated | AC only | Pure aluminum balling alternative | DC, mixed-use shops |
Frequently Asked Questions
What color tungsten is best for TIG welding aluminum?
Gold-banded 1.5% lanthanated is the best general-purpose tungsten for AC aluminum welding on modern inverter TIG machines. It balls cleanly on AC, holds a point on DC, and works on both steel and aluminum without changing electrodes. For thick aluminum above 3/16 inch, blue-banded 2% lanthanated handles the heat better. Pure tungsten (green) is only needed on legacy transformer machines without high-frequency start.
Is thoriated tungsten dangerous?
Thoriated tungsten contains 2% thorium oxide, which is mildly radioactive. The radiation level during welding is below regulatory exposure limits. The real risk is dust inhalation during sharpening — repeated sharpening without ventilation produces respirable particles that contribute to long-term cancer risk. Modern shops have largely replaced thoriated with lanthanated tungsten for this reason.
What is the difference between 1.5% and 2% lanthanated tungsten?
1.5% lanthanated (gold band) is the general-purpose tungsten for amperages up to about 150A on either AC or DC. 2% lanthanated (blue band) extends performance to higher amperages — relevant for aluminum thicker than 3/16 inch where gold lanthanated erodes faster than ideal. For most home TIG welders the gold band handles everything they will ever attempt.
Can I use the same tungsten for AC aluminum and DC steel?
Yes — gold-banded 1.5% lanthanated and blue-banded 2% lanthanated both run on AC and DC modes. They sharpen to a point for DC steel and ball at the tip when switched to AC aluminum. Pure tungsten (green) and thoriated (red) are mode-specific. Lanthanated is the right choice for shops doing both processes.
What size tungsten do I need for home TIG welding?
For most home TIG welders, 3/32 inch (2.4 mm) diameter tungsten is the sweet spot — handles 30-200A on either AC or DC, suits steel from 22 gauge to 1/4 inch and aluminum from 1/16 to 3/16 inch. 1/16 inch (1.6 mm) is for thinner sheet metal under 22 gauge. 1/8 inch (3.2 mm) is for thicker work above 200A. Buy a 10-pack of 3/32 inch as the starter size.
How do you sharpen tungsten electrodes correctly?
Sharpen tungsten on a dedicated bench grinder using a fine-grit (80-120) wheel reserved for tungsten only. Hold the electrode at a 30-45 degree angle and grind longitudinally — parallel to the electrode axis, never perpendicular. Cross-grinding marks deflect the arc. Reserve a separate wheel for tungsten to avoid contamination from steel sparks. Length of the sharpened taper should be 2-3 times the electrode diameter.


Discussion (0)