
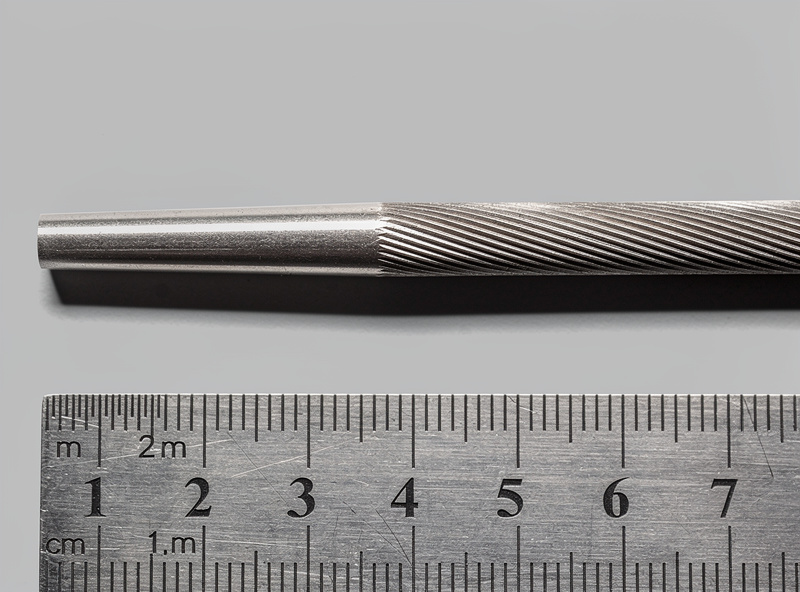
Sharpen TIG tungsten electrodes longitudinally to a needle point with grind length 2 to 2.5 times the electrode diameter on a dedicated grinder reserved for tungsten. Use 20-30° angle for low-amperage DC, 30-45° for high-amperage DC, and a small flat or balled tip for AC aluminum.
The first six TIG beads I tried looked terrible because I had ground my tungsten on the same wheel I used for steel — the alumina abrasive embedded in the tip and contaminated every weld pool. The second six looked just as bad because I had ground sideways across the tungsten instead of parallel to its axis, leaving micro-grooves that caused arc wander. The third six were clean. Tungsten prep is the variable that quietly ruins most beginner TIG sessions, and it is the cheapest one to fix. For broader TIG context, see the TIG welding guide.
The tungsten tip is a primary control variable for arc behavior. A dirty or wrong-shaped tungsten produces an unstable arc that wanders, deposits inconsistent welds, and pits aluminum. A sharp clean tungsten produces a focused, controllable arc that lays clean beads at the amperage your machine is set to. Most TIG welders own a dedicated tungsten sharpener within a few months of starting because it is that fundamental.
As an Amazon Associate I earn from qualifying purchases.
Why Tungsten Geometry Matters
Tungsten tip geometry shapes the arc. A pointed tip focuses the arc into a narrow column for thin metal and tight joints; a truncated cone or ball tip spreads the arc for wider heat distribution; a poorly ground tip produces an arc that wanders unpredictably. The same tungsten can produce dramatically different welds depending on how it was last sharpened.

What each geometry does:
- Needle point (sharp pencil-tip): Focused arc, tight bead profile, ideal for DC TIG on steel and stainless under 100 amps.
- Truncated cone (small flat tip): Slightly broader arc, ideal for DC TIG above 100 amps where pure needle would melt off.
- Ball tip (rounded sphere): Wide spread arc for AC TIG on aluminum. Forms naturally on AC current; do not grind to ball intentionally.
- Wrong: blunt or rounded from grinding wrong: Arc wanders, weld pool moves randomly, contamination from grinder picks up easily.
- Wrong: ground in radial circles: Surface scratches perpendicular to the arc cause electrons to spiral, producing a corkscrewed arc that wanders.
The radial-grind problem is why a dedicated tungsten grinder matters. A bench grinder with a wheel that runs perpendicular to the electrode produces radial scratches; a dedicated tungsten grinder runs the wheel parallel to the electrode, producing the longitudinal scratches that focus arc behavior — radial grinding widens the arc cone and cuts penetration, while longitudinal grinding focuses the arc for deeper penetration. Read about specific tungsten material choices in our tungsten electrode color chart.
The Right Grind Length and Angle
Grind a tungsten with the cone length equal to 2-2.5 times the electrode diameter. A 3/32-inch electrode gets a 3/16-inch to 7/32-inch grind length; a 1/16-inch electrode gets a 1/8-inch to 5/32-inch grind length. The angle measured from the electrode axis ranges 20-45 degrees depending on amperage — narrow for low amps, wider for high amps.
Specific grind specs by amperage:
- Below 50 amps DC: 2x diameter grind length, 15-20 degrees included angle, sharp needle point.
- 50-100 amps DC: 2-2.5x diameter grind length, 20-30 degrees, sharp needle.
- 100-150 amps DC: 2.5x diameter, 30-45 degrees, with a 0.020-inch flat at the tip to prevent melt-off.
- Above 150 amps DC: 2.5x diameter, 45-60 degrees, with a 0.030-inch flat.
- AC TIG (aluminum, magnesium): Sharpen to a needle-point first, then let the AC current ball the tip naturally during your first 30 seconds of welding.
The “flat” at the tip on high-amperage DC tungsten is the crucial detail most beginners skip. Without it, the needle melts off in the first second of welding and contaminates the weld. With a 0.020-0.030-inch flat ground onto the tip after the cone, the tungsten holds its geometry through the entire weld.
Step-by-Step Grinding Procedure
Grind tungsten using a dedicated tungsten-only grinder or a bench grinder reserved for tungsten with a 60-grit silicon carbide or diamond wheel. Hold the electrode at the desired angle with the long axis parallel to the wheel face, rotate the electrode slowly while applying light pressure, and grind until the cone is fully formed. Total grinding time per electrode is about 20-40 seconds.

Full procedure:
- Use a dedicated tungsten wheel. Any wheel that has touched steel or aluminum will contaminate the tungsten with iron or aluminum particles that flake into the weld pool.
- Set the angle by feel or with a jig. Most dedicated tungsten grinders have angle slots at 20, 30, and 45 degrees.
- Hold the electrode parallel to the wheel face. The grinding marks should run along the length of the electrode, not around it.
- Rotate slowly while grinding. Constant rotation produces a uniform cone; held in one position produces a flat facet that wanders the arc.
- Grind to length. 2-2.5 times the electrode diameter from tip to start of cone.
- Add a tip flat for amps above 100. Touch the tip lightly straight on the wheel for 1 second to create a 0.020-0.030-inch flat.
- Inspect under magnification if possible. A 10x loupe shows whether scratches run longitudinally (correct) or radially (wrong).
- Wipe with isopropyl alcohol before installing. Removes oils from your fingers that contaminate the arc.
The whole process becomes muscle memory after 20-30 sharpenings. Experienced TIG welders can re-sharpen a contaminated tungsten in 15-20 seconds without thinking. The first 10-20 sharpenings feel awkward; that is normal.
Tungsten Sharpener Equipment Options
Three equipment tiers cover home TIG welders: a dedicated tungsten sharpener like the Sharpie or CK Worldwide ($380-800, real dedicated units run well above hobby-tool prices), a bench grinder with a dedicated tungsten wheel ($60-100 for the wheel, plus existing grinder), or a hand-held angle grinder with a tungsten-only flap disc ($25 for disc, plus existing grinder). Each has trade-offs in consistency and time.
Comparison of methods:
- Dedicated tungsten sharpener (380-800 dollars): Most consistent, fastest, best for high-volume TIG. Models like the Sharpie or CK Worldwide hold angle automatically and grind in 10-15 seconds.
- Bench grinder with tungsten wheel (60-100 dollars): Acceptable for occasional TIG. Requires you to dedicate one wheel to tungsten only and to hold the angle by hand.
- Angle grinder with diamond flap disc (25-40 dollars): Lowest entry cost. Requires careful technique to keep grinding longitudinal. Acceptable for hobbyists doing under 50 hours of TIG per year.
- Diamond hand file (15-25 dollars): Backup method for field sharpening. Works but slow and tiring.
- Drill-press style sharpener jigs (40-60 dollars): Hold tungsten at angle in a chuck, used against a regular bench grinder. Reasonable middle option.
The dedicated sharpener pays back if you weld more than 50-100 hours of TIG annually. Below that threshold, a tungsten-only bench grinder wheel or diamond flap disc is the more economical choice. For broader equipment recommendations see our cost to start welding at home breakdown.
Common Tungsten Sharpening Mistakes
Six mistakes account for most contaminated welds and arc-wander problems: grinding radially instead of longitudinally, using a non-dedicated wheel, skipping the tip flat at high amps, dipping tungsten in the weld pool, over-grinding the cone too short, and sharpening with the same wheel between jobs of different metals. Each one shows up as inconsistent welds.
What to avoid:
- Radial grinding marks: Hold the electrode parallel to the wheel, not perpendicular. Spinning rotation must run along the electrode length.
- Shared grinding wheel: Use a wheel that has only ground tungsten, ever. Iron or aluminum particles in the wheel destroy weld quality.
- No tip flat at high amps: Above 100 amps DC the needle melts off in seconds without a small flat ground onto it.
- Dipping in the puddle: Even a brief dip contaminates the entire tungsten — re-grind 1/4 inch off the tip before continuing.
- Over-shortened cone: Grind length less than 1.5x diameter produces a stubby tungsten that runs hot and wanders.
- Skipping cleanup: Wipe tungsten with isopropyl alcohol after grinding to remove finger oils and grinder dust.
- Ignoring contamination color: A blue, gold, or pink tungsten tip indicates oxidation or metal pickup. Re-grind 1/4 inch back from the tip.
The contamination-color check is a useful field diagnostic: pure clean tungsten is silver-gray, oxidation runs gold then blue, metal pickup runs pink (steel) or white powder (aluminum). Any color besides silver-gray means the electrode needs re-sharpening before the next bead. Read about practical TIG technique in our piece on tungsten electrode color chart.
Frequently Asked Questions
What angle should I sharpen tungsten for TIG welding?
For DC TIG on steel and stainless: 20-30 degrees for under 100 amps, 30-45 degrees for 100-150 amps, 45-60 degrees above 150 amps. For AC TIG on aluminum, sharpen to a needle-point first then let the current ball the tip naturally during welding.
Can I sharpen tungsten on a regular bench grinder?
Yes, but you must use a wheel dedicated only to tungsten. Any wheel that has touched steel or aluminum will contaminate the tungsten with iron or aluminum particles that flake into the weld. Buy a separate 60-grit silicon carbide or diamond wheel just for tungsten work.
Why does my TIG arc wander after sharpening tungsten?
Three causes: grinding marks running radially around the tip instead of longitudinally along the electrode, contamination from a shared grinding wheel, or oils from your fingers on the tungsten. Re-grind in long-axis direction with a clean wheel and wipe with isopropyl alcohol before installing.
Should I grind a flat on the tungsten tip for high amperage?
Yes, above 100 amps DC always grind a 0.020-0.030 inch flat onto the needle tip. Without the flat, the sharp needle melts off within seconds of arc start and contaminates the weld pool. The flat extends tungsten life and stabilizes the arc.
How often do I need to re-sharpen tungsten?
Re-sharpen any time the tip is contaminated (any color besides silver-gray), after dipping in the weld pool, when the tip melts back from high amperage, and when the cone shortens to under 1.5 times the electrode diameter. Most TIG welders re-sharpen 5-10 times per project.
Can I sharpen tungsten with a Dremel rotary tool?
In a pinch, yes — use a diamond bit and the longest possible bench-mounted setup to keep the grinding direction longitudinal. Hand-held Dremel sharpening produces inconsistent angles. A dedicated tungsten sharpener or bench grinder with tungsten wheel is far better for regular TIG work.



Discussion (0)