Most TIG defects trace back to three things: contamination, lost gas shielding, or dipping the tungsten. Porosity comes from dirty metal or weak gas coverage, tungsten inclusions come from touching the electrode to the puddle, and sugaring comes from welding stainless with no backpurge. Fix the cause, not the symptom.
When a TIG weld looks wrong, beginners tend to change five settings at once and learn nothing. Almost every defect has a specific, identifiable cause, and once you can read what the bead is telling you, the fix is obvious. This guide covers the defects I see most on a home bench, what each one looks like, and the exact cure. For the broader process, see the TIG welding guide; for defects across all processes, the welding troubleshooting guide.
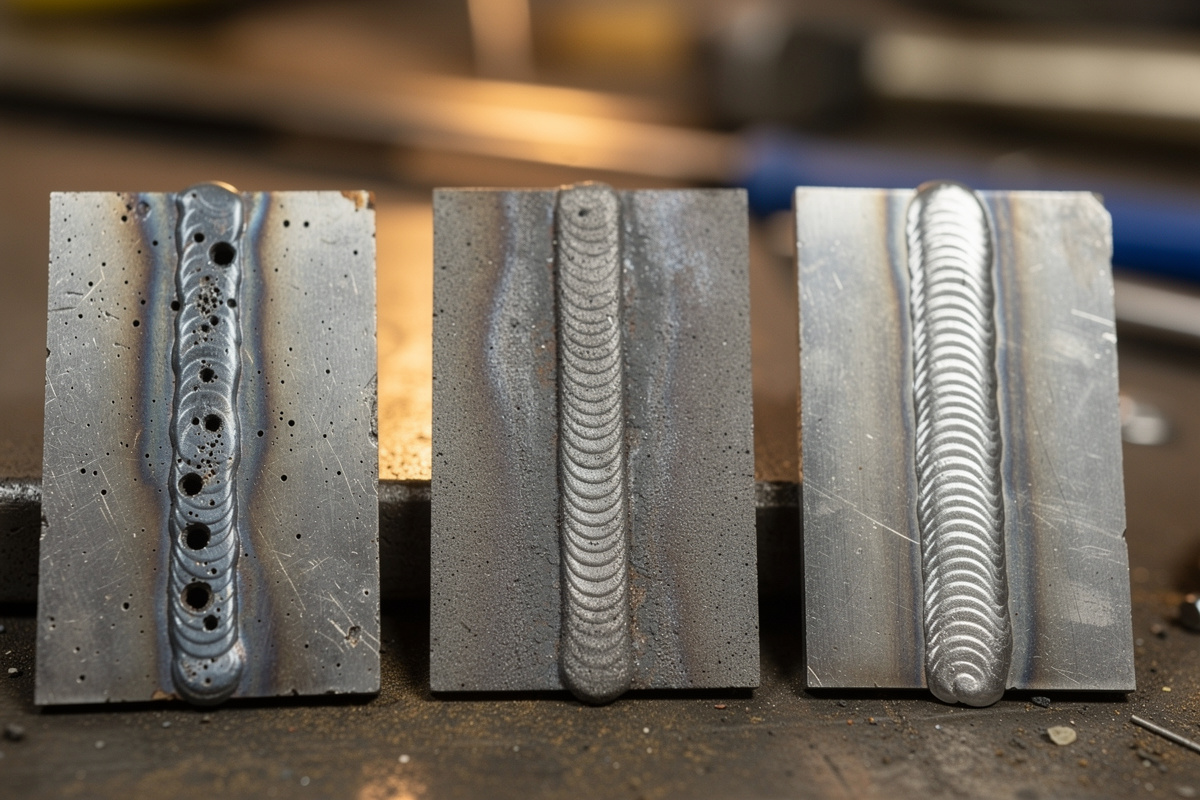
Porosity: Gas Pores in the Weld
Porosity is gas trapped as bubbles in the solidified weld, showing up as pinholes or a swiss-cheese cross-section. In TIG it comes from contamination on the metal or filler, or from lost shielding gas — low flow, a draft blowing the argon away, a leaking fitting, or a cracked back-cap O-ring.
Start with cleanliness: oil, paint, mill scale, moisture, and oxide all boil out as gas under the arc, so every joint and the filler rod must be clean and dry — wipe aluminum filler with acetone, and never weld over contamination. Then check shielding. Run 15-20 CFH of argon, and remember more is not better; cranking the flow to 30-plus creates turbulence that actually pulls in air, the exact mistake that pinholed my first welds before I dialed back. Weld out of drafts — a garage fan or open door will strip the gas column off the puddle. Check every gas connection, the torch fittings, and especially the back-cap O-ring, because a dried, cracked O-ring leaks air into the torch and causes porosity that looks identical to a coverage problem. A gas lens steadies the column; the torch parts guide covers it, and the porosity guide goes deeper on causes.
Tungsten Inclusions: Bits of Electrode in the Weld
A tungsten inclusion is a fragment of the electrode embedded in the weld metal, usually from dipping the tungsten into the puddle or touching the filler rod to the hot tungsten. Tungsten is brittle and far harder than the surrounding weld, so an inclusion is a stress riser and, on critical work, an automatic reject.
The instant your tungsten touches the molten puddle, two things happen: the weld is contaminated where the tungsten broke off, and the electrode tip is fouled, spraying more tungsten into the next inch or two of bead. You will see it as a bright, glassy spot in the weld and the tungsten color going from silver to pink. The cure is technique plus correct sizing. Keep the tungsten out of the puddle — feed filler from outside the arc cone so the rod never clicks the electrode, and hold enough arc length that a momentary dip does not bury the tip. Size the tungsten to the amperage: too small at high amps melts and spits into the weld, the other route to inclusions. When you do contaminate it, stop and regrind — cut off the fouled tip and resharpen, because a contaminated tungsten will never run clean. The tungsten sharpening guide and color chart cover grind and sizing.

Sugaring: Oxidized, Granular Weld Backs
Sugaring is oxidation of the back side of a stainless weld, leaving a gray, granular, crusty surface where the hot root met open air. It is porous, weak, and a corrosion starter — and on stainless tube or sanitary work it is an automatic reject. The cure is a backpurge: flood the joint’s back with argon to keep oxygen off the hot metal.
Sugaring is specific to stainless and other reactive metals when the root side is exposed and unshielded. The chromium-rich metal grabs oxygen at temperature and forms that sandpaper-textured crust. You prevent it by displacing the air behind the joint with inert gas — caps and purge dams on tube, a dam around an open joint, fed from a second argon line. Run the purge long enough to sweep the air out before you strike the arc. When a full purge is not possible, backing the joint with a copper or stainless chill bar limits the oxidation by pulling heat fast. The complete setup is in TIG welding stainless, because sugaring and stainless heat input are the same conversation.
| Defect | What It Looks Like | Main Cause | Fix |
|---|---|---|---|
| Porosity | Pinholes, voids in bead | Contamination, lost shielding | Clean metal, 15-20 CFH, no drafts, check O-ring |
| Tungsten inclusion | Bright glassy spot in weld | Tungsten dipped or undersized | Keep tungsten out of puddle, size up, regrind |
| Sugaring | Gray granular weld back | No backpurge on stainless | Argon backpurge or chill bar |
| Contamination | Gray, sooty, or rainbow bead | Oxide, oil, lost gas coverage | Clean, dedicated brush, restore shielding |
| Lack of fusion | Bead sits on, not fused | Too little heat, fast travel | More amps, slow down, arc on the joint |
| Cracking | Center or crater cracks | Wrong filler, fast cooling | Match filler, fill craters, control cooling |
| Tungsten spitting | Erratic arc, dirty bead | Wrong tungsten, too much EP | Right tungsten, adjust AC balance |
Disclosure: HomeWelder is reader-supported. As an Amazon Associate I earn from qualifying purchases made through links in this article, at no extra cost to you. I only point to gear I actually use or would buy for my own shop.

Contamination and Dirty Beads
A gray, sooty, or rainbow-colored bead is a contamination or shielding signal. On aluminum it goes gray and dull; on stainless it turns blue or rainbow. Both mean the puddle picked up oxide or lost gas coverage — the metal was dirty, the brush was wrong, or the argon stopped protecting the weld.
Contamination is the catch-all defect and it almost always comes back to prep or gas. Use a stainless brush dedicated to one metal — a brush that has touched carbon steel drags particles into stainless and aluminum that seed rust and dirty beads. Wipe with acetone to pull oils. Then make sure the shielding holds through the whole bead, including the stop: let the post-flow run with the cup over the cooling puddle, because the tail end of a bead oxidizes if you yank the torch away while the metal is still glowing. On aluminum, a gray sooty bead also points to oxide you did not clean or too little cleaning action in the AC balance. Read the color: it is a direct readout of how well you shielded and prepped.
Lack of Fusion and Cracking
Lack of fusion is filler or bead sitting on top of the base metal without melting into it, caused by too little heat or moving too fast. Cracking comes from the wrong filler, welding dirty, or cooling too fast — especially on alloy steels. Both fail under load even when the bead looks acceptable on the surface.
Lack of fusion is dangerous because it can look fine — a bead laid over a cold joint that never tied in. The fix is heat and patience: enough amperage to melt the base metal, slow enough travel to establish a real puddle before adding filler, and keeping the arc on the joint, not on the filler rod. Cold-lapping the rod onto an unmelted surface is the classic version. Cracking has several flavors — center cracks from the wrong filler chemistry, crater cracks from breaking the arc abruptly and leaving a shrunken pit, and HAZ cracks on air-hardening alloys like chromoly from fast cooling. Match the filler to the base metal, fill your craters by feathering the pedal down and adding a dab at the stop, and control cooling on alloy steels. The troubleshooting guide covers crack types across processes in more depth.

The Gear That Prevents Most Defects
Three things prevent the majority of TIG defects: clean, correctly sized tungsten, steady gas coverage from a gas lens, and a reliable flowmeter so you actually run the right CFH. Defects are far cheaper to prevent than to grind out and re-weld.
Quality 2% lanthanated tungsten in the right diameters starts cleaner and resists the spitting and inclusions that cheap tungsten invites. A 17-series gas lens kit is the single best anti-porosity upgrade — the laminar flow holds coverage even in awkward positions and at longer stickout. And an accurate argon flowmeter regulator lets you set 15-20 CFH precisely instead of guessing, so you neither starve the puddle nor blow turbulence into it. Add a dedicated stainless brush per metal and fresh back-cap O-rings, and you have eliminated the root causes of porosity, inclusions, and contamination before you ever strike an arc.
Frequently Asked Questions
What causes porosity in TIG welding?
Porosity comes from contamination or lost shielding gas. Oil, oxide, paint, and moisture on the metal or filler boil out as gas bubbles, and low flow, drafts, leaking fittings, or a cracked back-cap O-ring let air into the weld. Clean everything, run 15-20 CFH of argon out of drafts, and check all gas connections.
How do I prevent tungsten inclusions?
Keep the tungsten out of the puddle: feed filler from outside the arc cone so the rod never touches the electrode, and hold enough arc length that a brief dip does not bury the tip. Size the tungsten to the amperage so it does not melt and spit. If you contaminate it, stop and regrind the fouled tip.
What is sugaring in stainless TIG welding?
Sugaring is oxidation of the back side of a stainless weld, leaving a gray, granular, porous crust where the hot root met open air. It is weak and corrosion-prone, and an automatic reject on tube or sanitary work. Prevent it by backpurging the joint’s back with argon, or by backing it with a chill bar.
Why is my TIG bead gray or rainbow colored?
A gray, sooty bead on aluminum or a blue, rainbow bead on stainless signals contamination or lost gas coverage. The metal was dirty, the brush was contaminated, or the shielding stopped protecting the puddle. Use a dedicated stainless brush, wipe with acetone, and let the post-flow run over the cooling weld.
What causes lack of fusion in TIG welds?
Lack of fusion is filler or bead sitting on the base metal without melting into it, caused by too little heat or moving too fast. Increase amperage, slow your travel to establish a real puddle before adding filler, and keep the arc on the joint rather than on the rod. It can look fine but fails under load.
How do I stop crater cracks at the end of a TIG weld?
Crater cracks form when you break the arc abruptly and leave a shrunken pit at the weld’s end. Fill the crater by feathering the foot pedal down while adding a final dab of filler, or use your machine’s crater-fill or downslope function. This lets the puddle solidify full and supported instead of shrinking into a crack.



Discussion (0)