
The eight common MIG burnback causes: stickout too long, tip too small for wire, voltage too high for amperage, feed speed too slow, dirty tip, drive roll tension wrong, worn tip, bad ground. Fastest fix that resolves 60% of beginner cases: shorten stickout to 3/8″ and replace the contact tip.
I had burnback four times in my first month of welding and replaced contact tips assuming the welder was bad. Then I held the gun closer to the work — 3/8″ instead of 3/4″ stickout — and burnback stopped. The welder was fine. Stickout is the #1 fixable variable, and beginners drift to longer stickout because it feels easier to see the puddle. The eight causes below are the diagnostic order I now use, fastest fix first. For broader MIG fundamentals, see the MIG welding complete guide; for the full settings reference, the MIG welding settings chart. Written by Kenny Nyhus Fadil.
As an Amazon Associate I earn from qualifying purchases.
Cause 1: Stickout Too Long (the #1 Cause)
Stickout is the wire length extending past the contact tip when you trigger. Correct stickout for most home MIG welding is 3/8 to 1/2 inch. Beginners default to holding the gun back too far, leaving 3/4 inch or more of wire exposed. Long stickout drops voltage at the arc, increases resistance heating in the wire, and causes the wire to fuse into the contact tip when you stop the trigger — burnback.
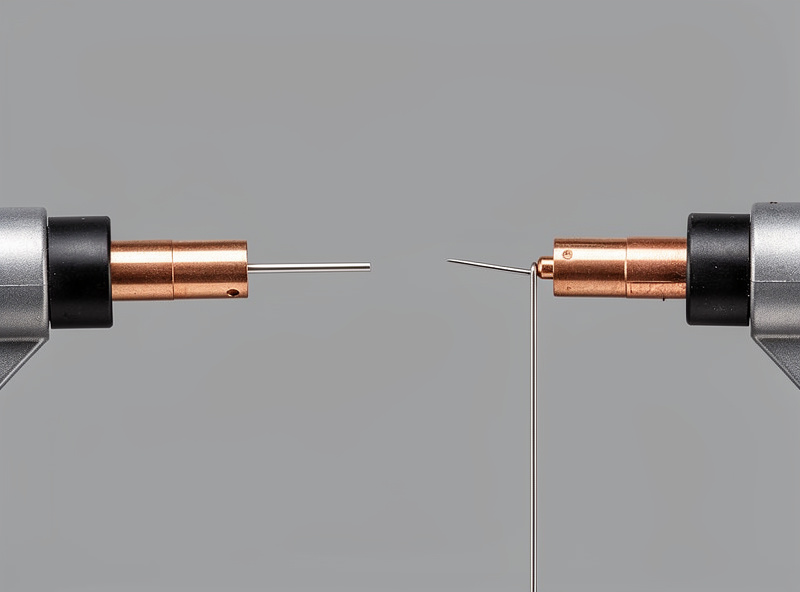
The fix is mechanical: hold the gun closer to the work. A nickel-thickness gap between the contact tip and the steel surface is the rule of thumb — about 3/8 inch, matching the 3/8-1/2 inch stickout range for short-circuit GMAW. Practice this on scrap before live welding. Most beginners eliminate burnback within 30 minutes of focusing on stickout consistency. The MIG welding complete guide covers stickout drills that build muscle memory.
Cause 2: Contact Tip Too Small for Wire
Contact tips are sized to match wire diameter. A 0.030 wire requires a 0.030 contact tip; a 0.035 wire requires a 0.035 tip. Mismatching by even one size up causes intermittent feeding — the tip is too tight, friction drags on the wire, and burnback follows in 30-60 seconds of welding. Mismatching down (using a 0.030 tip with 0.035 wire) jams the wire entirely.
The fix is buying the right tip. Contact tips cost $1-3 each and last 8-15 hours of welding. Buy a pack of 10 in your wire size; replace at the first sign of erratic arc behavior. Verify the wire diameter on the spool against the contact tip stamping before each welding session. The Yeswelder/Forney standard is 0.030 ER70S-6 wire, which is the right starter size for most beginner home setups.
Cause 3: Voltage Too High for the Amperage Setting
MIG welders have two main controls: voltage (set on the power dial) and wire feed speed (which determines amperage). When voltage runs too high relative to wire feed speed, the arc burns the wire back faster than it feeds, leaving the contact tip exposed and creating burnback. The classic symptom is a “popping” noise during the weld followed by a dead arc.
The fix is matching the dial settings. Most home MIG welders include a chart inside the wire compartment showing voltage and wire-speed combinations for each metal thickness. Use it as a starting point, then fine-tune by ear: a smooth steady “frying bacon” sound is the right combination. Crackling or popping means voltage is too high relative to feed speed — turn voltage down a quarter turn or feed speed up a quarter turn.
Cause 4: Wire Feed Speed Too Slow
The flip side of cause 3: feed speed below what voltage demands. Symptoms include a sluggish arc, large globular spatter, and burnback that happens slowly over 60-90 seconds rather than instantly. The wire is not feeding fast enough to keep up with the burning arc, so the tip eventually catches up to the slow-feeding wire and fuses.
Increase wire feed speed by 5-10% and listen for the steady frying sound. If burnback continues even after speed increases, the issue is mechanical (drive rolls or liner) not setting-based. Beginners often correctly identify the symptom but misdiagnose the cause as “wire too thick” — it is almost always feed speed or stickout, not wire diameter.
Cause 5: Dirty or Worn Contact Tip
Contact tips wear out. The copper orifice expands with use, eventually losing electrical contact with the wire. Worn tips cause inconsistent arc starts, sputtering during welds, and frequent burnback. A typical 0.030 contact tip lasts 8-15 hours of moderate welding before performance degrades noticeably. After that, the tip needs replacement regardless of how it looks.
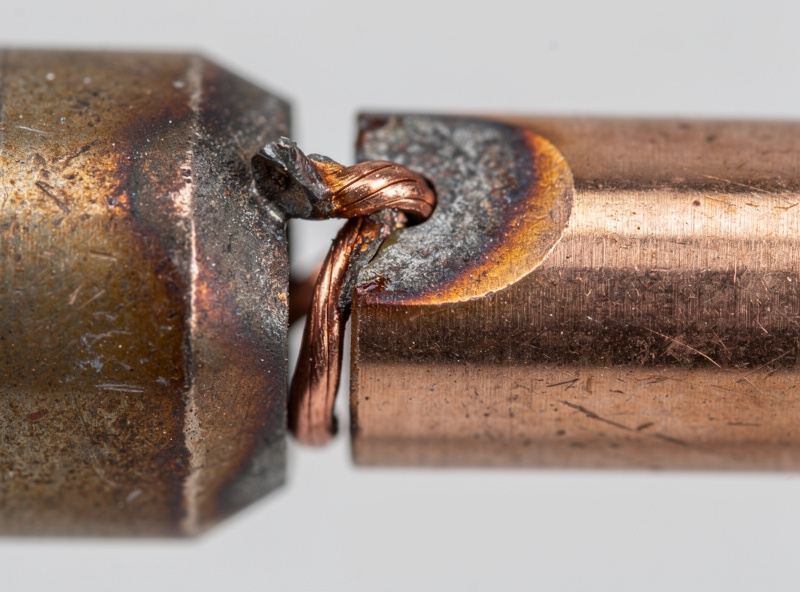
The fix is to keep a small bag of new contact tips in the welder cabinet and swap one in any time burnback or arc instability shows up. The diagnostic test is simple: replace the tip, weld for 5 minutes, and see if behavior changes. If yes, the old tip was worn. If no, look at the next cause. Worn tips are also more likely to slag-up from spatter — clean visible weld debris off the tip exterior with a wire brush before each session.
Cause 6: Drive Roll Tension Wrong
The drive roll is the small wheel that pushes wire from the spool through the liner toward the contact tip. Tension too loose means wire slips and feeds inconsistently. Tension too tight means wire deforms and binds in the liner, causing intermittent feeding. Both produce burnback — too loose causes underfeeding, too tight causes jam-up.
The correct tension is the minimum that prevents slip. Set it by holding the wire just past the contact tip with leather-gloved fingers, triggering the gun briefly, and adjusting tension until the wire pushes through with steady force but you can stop it with light pressure. Over-tightening is the most common mistake — beginners assume more is better. It is not.
Cause 7: Bad Ground Clamp Connection
The ground clamp completes the electrical circuit. A clamp on dirty paint, rust, scale, or a galvanized surface makes intermittent contact, which causes erratic voltage at the arc and burnback under load. The classic tell is “the welder feels weak” or “the arc cuts out randomly” — both symptoms point at ground, not at the welder itself.
The fix is grinding a clean spot on the workpiece for the clamp. Use a flap disc or wire wheel to expose bare bright metal in a 2-3 inch patch, attach the clamp directly to that patch (not through the workbench or other metal in between), and re-test. A weak or intermittent ground is a documented burnback cause — most “broken welder” reports turn out to be ground problems. The welding troubleshooting guide covers ground-circuit diagnosis among other defect causes.
Cause 8: Worn or Kinked Wire Liner
The wire liner is the flexible tube inside the MIG gun cable that guides wire from the drive roll to the contact tip. Liners wear out — typically every 100-300 hours of welding — or kink if the gun cable gets bent sharply. A bad liner causes intermittent friction that slows wire feeding and triggers burnback under heavy load.
The fix is replacement. Liners cost $10-30 and take 10 minutes to swap. Buy the right liner for your gun model — universal liners exist but cause feeding issues with thinner wires. After 6 months of regular welding, the liner is the most likely cause of “everything else looks right but burnback continues” — try the liner before the welder. Always practice the full welding safety checklist before disassembling any powered welder.
Quick-Reference Table: Symptom → Fix
| Symptom | Most likely cause | Fix in 5 minutes |
|---|---|---|
| Wire fuses to tip immediately | Stickout too long | Hold gun closer (3/8 in. tip-to-work) |
| Wire jams at start | Tip too small for wire | Match tip stamping to wire diameter |
| Arc pops then dies | Voltage too high for feed speed | Lower V or raise feed speed by 1/4 turn |
| Sluggish arc, big spatter | Feed speed too low for voltage | Raise feed speed by 5-10% |
| Inconsistent arc start | Worn contact tip | Replace tip ($1-3) |
| Wire slips at drive | Drive roll tension loose | Tighten until wire pushes steady |
| Wire jams at drive | Drive roll tension too tight | Loosen until wire deforms minimally |
| Arc feels weak/cuts out | Bad ground | Grind clean spot, attach clamp directly |
| Burnback after 100+ hours | Worn liner | Replace liner ($10-30) |
Frequently Asked Questions
Why does my MIG wire keep burning back into the contact tip?
The most common cause is stickout too long — wire extending more than 3/8 to 1/2 inch past the contact tip drops arc voltage, increases resistance heating, and fuses the wire into the tip. Hold the gun closer to the work (a nickel-thickness gap) and burnback resolves in about 60% of cases. Other common causes include worn contact tips, voltage-feed mismatch, and bad ground.
What is the correct MIG stickout length?
Correct MIG stickout is 3/8 to 1/2 inch (10-13 mm) — the wire length extending past the contact tip when triggered. The contact tip itself should sit about 3/8 inch from the work surface. Long stickout (over 5/8 inch) causes burnback and reduces penetration; short stickout (under 1/4 inch) causes spatter and tip damage from heat.
How long does a MIG contact tip last?
A 0.030 inch MIG contact tip typically lasts 8-15 hours of welding before electrical contact degrades and arc behavior becomes inconsistent. Heavy spatter and high duty cycles shorten tip life to 4-8 hours. Replace contact tips at the first sign of arc instability or erratic feeding rather than waiting for visible damage. Tips cost $1-3 each in 10-packs.
What size contact tip do I need for 0.030 MIG wire?
Use a 0.030 inch contact tip with 0.030 wire — the tip stamping must match the wire diameter exactly. A 0.035 tip with 0.030 wire causes wire wandering and erratic arcs; a 0.025 tip with 0.030 wire jams the wire entirely. Verify the stamping on each tip before installation. Common matched sizes are 0.023 / 0.030 / 0.035 / 0.045.
Why is my MIG welder spattering so much?
Excessive spatter on a MIG weld typically means voltage is too low relative to wire feed speed (cold weld), wire feed speed is too high relative to voltage (forced spatter), or the gun angle is too steep. Listen for a smooth frying-bacon sound at the correct setting; popping or crackling indicates voltage too high, and a sluggish hissing indicates feed speed too low.
Can a bad ground clamp cause MIG burnback?
Yes — a ground clamp making intermittent contact (clamped on paint, rust, mill scale, or galvanized coating) causes voltage drops at the arc, which produce the same symptoms as voltage too high: arc popping, burnback, and weak penetration. Always grind a clean bare-metal spot for the ground clamp and attach directly to the workpiece, not through other conductive materials.
Related Articles
- MIG Welding Complete Guide
- MIG Welding Settings Chart
- MIG Weld Spatter Causes and Fixes
- Welding Porosity Causes and Fixes
- Welding Troubleshooting Guide
- Best Budget Welder Under $300
- MIG vs TIG vs Stick Welding
- Welding Consumables Guide
- Essential Welding Equipment Guide
- Welding Safety Guide
- About Kenny Nyhus Fadil



Discussion (0)