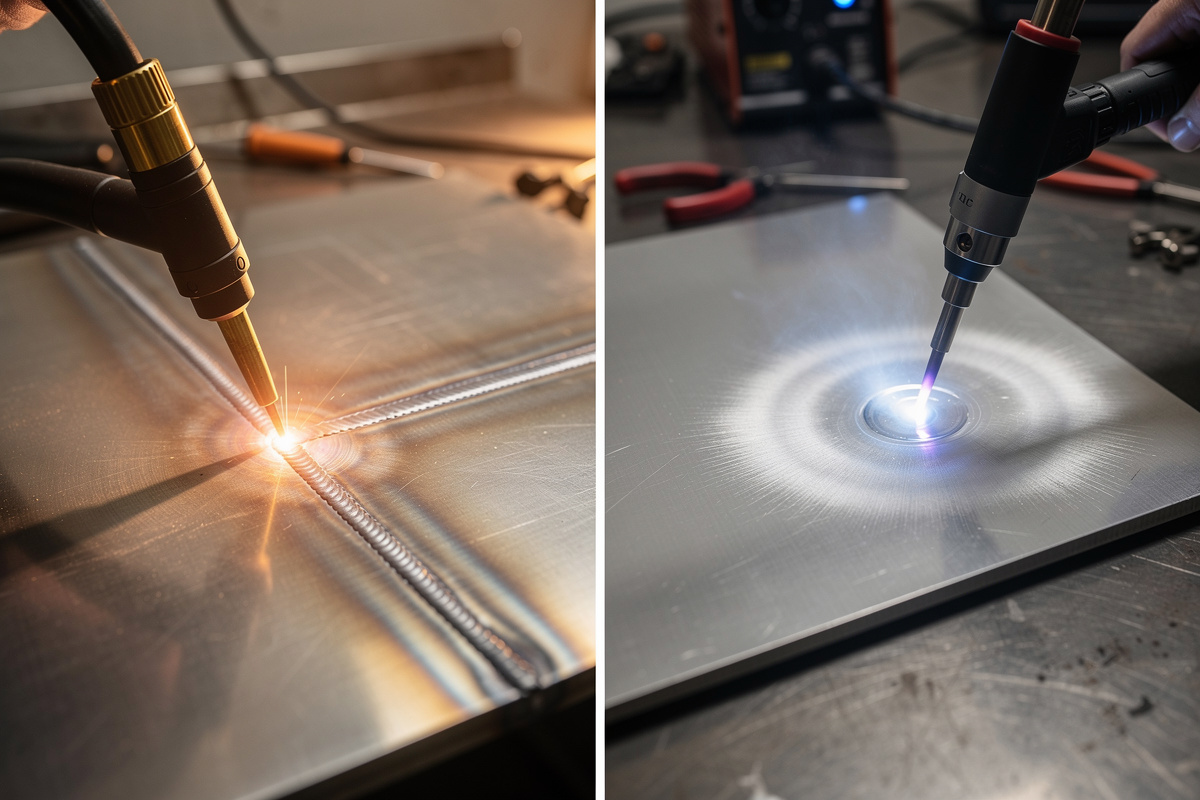
AC versus DC in TIG comes down to the metal: DC (electrode negative) welds steel, stainless, chromoly, and copper with deep penetration and a cool tungsten, while AC is required for aluminum and magnesium because its positive half-cycle scrubs off the oxide layer. Pick the current by the workpiece, not by habit.
This is one of the first things that confuses new TIG welders, partly because the machine has an AC/DC switch and nobody explains when to flip it. The short answer is simple and it never changes: steel and stainless go on DC, aluminum goes on AC. The why behind that — heat distribution and oxide cleaning — is worth understanding because it explains tungsten choice, machine cost, and half the settings menu. This guide breaks it down. For the full process, see the TIG welding guide; if you are still choosing a process entirely, MIG vs TIG vs stick covers that decision.
What DC Does: Steel, Stainless, and Penetration
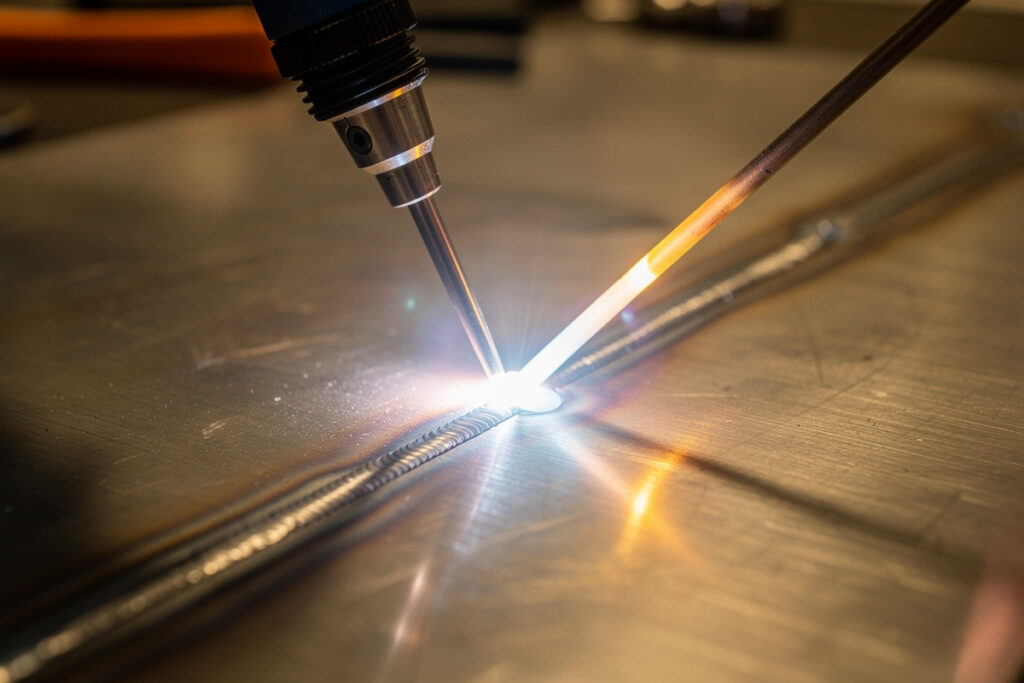
DC electrode-negative (DCEN) is the standard TIG current for steel, stainless, chromoly, copper, and titanium. With the electrode negative, about two-thirds of the arc heat goes into the workpiece and only a third into the tungsten — so you get deep penetration and a tungsten that stays cool enough to hold a sharp point.
That heat split is the whole reason DCEN dominates. Electrons flow from the tungsten to the work, concentrating energy at the joint for a narrow, deep puddle, while the electrode runs cool enough to keep a ground point that focuses the arc precisely. This is exactly what steel and stainless want: maximum penetration with tight, controllable heat. You sharpen 2% lanthanated or ceriated tungsten to a point for it, run 100 percent argon, and the arc behaves predictably. The opposite polarity, DC electrode-positive (DCEP), flips that split — two-thirds of the heat lands in the tungsten — which overheats the electrode and is almost never used in TIG except for niche thin work. For practical purposes, “DC TIG” means DCEN. My stainless guide covers running DC on stainless, and the tungsten color chart covers electrode choice for it.
What AC Does: Aluminum and Oxide Cleaning
AC alternates between electrode-negative and electrode-positive many times per second. The negative half melts the base metal, and the positive half blasts off the aluminum oxide skin — the layer that melts at 3,700°F over aluminum that melts at 1,220°F. Without that cleaning action, an aluminum puddle stays capped under oxide and refuses to flow.
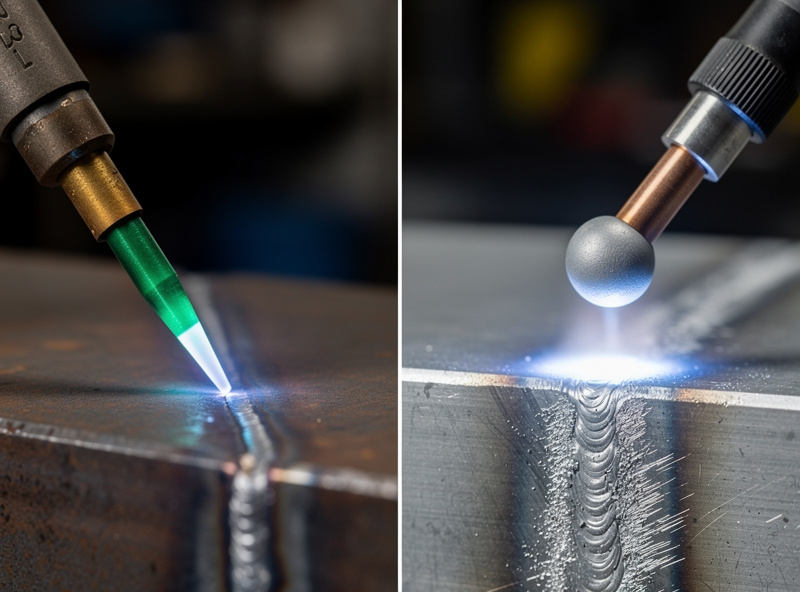
Aluminum and magnesium grow a tenacious oxide that DC cannot get through, so they need the cyclic cleaning only AC provides. On each positive half-cycle, current reverses and scours the oxide off ahead of and around the puddle — you can see the frosty etched zone appear. The trade-off is heat in the tungsten: those positive half-cycles dump energy into the electrode, which is why aluminum tungstens run hotter, are sized up, and form a small rounded tip instead of a sharp point. On a modern inverter you control how much of each cycle is cleaning (EP) versus penetrating (EN) with the AC balance setting, and how focused the arc is with AC frequency — both covered in detail in the TIG aluminum guide. The key point: AC is for aluminum and magnesium, full stop.
Heat Distribution and Why It Matters
The reason polarity matters is heat distribution between the work and the tungsten. DCEN puts roughly 70% of the heat in the workpiece and 30% in the tungsten; DCEP reverses it; AC averages out near a 50/50 split. That balance dictates penetration depth, tungsten temperature, and what tungsten size you need.
Think of it as a heat budget. DCEN spends most of the budget on the work — deep penetration, cool electrode, sharp point holds. AC spends about half on the tungsten because of the positive half-cycles, so the electrode runs hot, you size it up, and it self-rounds. DCEP spends most of the budget on the tungsten, which is why it needs an oversized electrode and gets little penetration — useful only on very thin material in rare cases. This budget also explains machine pricing: a DC-only TIG welder is simpler and starts around $300, while an AC/DC machine that can generate alternating current for aluminum runs $600 and up. If you will only ever weld steel and stainless, DC-only saves money; if aluminum is on the menu, you must buy AC/DC.
| Factor | DC (DCEN) | AC |
|---|---|---|
| Heat split (work / tungsten) | ~70% / 30% | ~50% / 50% average |
| Primary metals | Steel, stainless, chromoly, copper | Aluminum, magnesium |
| Oxide cleaning | None | Yes — positive half-cycle |
| Penetration | Deep, concentrated | Shallower, wider |
| Tungsten tip | Sharp point | Truncated, self-rounds |
| Tungsten temperature | Cool | Hot — size up |
| Machine cost | From ~$300 (DC-only) | From ~$600 (AC/DC) |
Disclosure: HomeWelder is reader-supported. As an Amazon Associate I earn from qualifying purchases made through links in this article, at no extra cost to you. I only point to gear I actually use or would buy for my own shop.

Square Wave vs Sine Wave AC
Modern inverters produce square-wave AC, which snaps between polarities crisply and lets you adjust AC balance and frequency. Old transformer machines produce sine-wave AC that crosses through zero slowly, needs continuous high-frequency to stay lit, and runs at a fixed 60 Hz. Square wave is why a $700 inverter out-welds a vintage transformer on aluminum.
On a sine wave, current eases through zero at each polarity switch and the arc wants to extinguish, so old machines run a continuous high-frequency spark to keep it alive — noisy and less stable. A square-wave inverter forces the current to flip almost instantly, so the arc stays lit on its own and you gain two control knobs that transform aluminum welding: AC balance (how much cleaning versus penetration per cycle) and AC frequency (how tight the arc cone is, adjustable from 60 to 250 Hz). Higher frequency narrows and stiffens the arc for precise, thin work; lower frequency softens and widens it. This adjustability is the single biggest reason a modern AC/DC inverter is worth it over an old transformer for home aluminum.
Starting the Arc: HF vs Lift-Arc
TIG arcs start two ways: high-frequency (HF) start fires the arc without touching the work, and lift-arc touches the tungsten down and lifts to ignite. AC always needs HF start; DC can use either. HF keeps the tungsten clean by avoiding contact, which matters on both currents.
HF start sends a high-voltage spark across the gap so the arc jumps without the tungsten ever touching metal — essential on AC, and the cleanest way to start on DC because it never contaminates the electrode or the puddle. Lift-arc, found on simpler DC machines, has you tap the tungsten to the work and lift off; it is gentler than old scratch-start but can pick up a little contamination if you are sloppy. For aluminum you have no choice — it is HF. For steel and stainless, HF is nicer but lift-arc is perfectly workable, which is part of why DC-only machines can be cheaper. Either way, a clean, properly ground tungsten starts best; the tungsten sharpening guide covers the grind.

Choosing a Machine and Tungsten by Current
If you weld only steel and stainless, a DC-only TIG welder is enough and cheaper. If aluminum is on your list, buy AC/DC — you cannot weld aluminum on DC at any price. Match tungsten to the current: a sharp point on DC, a truncated self-rounding tip on AC.
My advice to anyone shopping: be honest about whether you will weld aluminum. If yes, an AC/DC TIG welder with pulse opens up the whole material range and the square-wave controls make aluminum learnable; if it is strictly steel and stainless, a DC-only unit saves real money. Either way, stock 2% lanthanated tungsten because it runs on both currents — sharpened to a point for DC steel and truncated for AC aluminum, no electrode swapping. And add a TIG foot pedal if your machine takes one — live amperage control is what lets you manage heat on both AC and DC as the part warms up. Buy for the metals you will actually weld, not the ones you imagine.
Frequently Asked Questions
When do you use AC versus DC in TIG welding?
Use DC electrode-negative for steel, stainless, chromoly, copper, and titanium — it gives deep penetration and a cool tungsten. Use AC for aluminum and magnesium, because AC’s positive half-cycle removes the oxide layer that DC cannot penetrate. The rule never changes: steel and stainless on DC, aluminum on AC.
Why does aluminum need AC for TIG welding?
Aluminum grows an oxide skin that melts at about 3,700°F over base metal that melts at 1,220°F. AC’s electrode-positive half-cycle scrubs that oxide off so the negative half can melt clean metal. DC cannot break through the oxide, so an aluminum puddle on DC stays capped and refuses to flow.
What is the heat distribution in DCEN TIG welding?
In DC electrode-negative, about 70% of the arc heat goes into the workpiece and 30% into the tungsten. That concentrates energy at the joint for deep penetration while keeping the electrode cool enough to hold a sharp point. AC averages closer to a 50/50 split, which is why AC tungstens run hotter.
Can I weld aluminum with a DC-only TIG welder?
No. Aluminum requires AC to remove its oxide layer, and a DC-only machine cannot generate alternating current. You must buy an AC/DC TIG welder for aluminum, which starts around $600. A DC-only welder, from about $300, handles steel and stainless only.
What is the difference between square wave and sine wave AC?
Square-wave AC from modern inverters snaps between polarities crisply, stays lit on its own, and lets you adjust AC balance and frequency. Sine-wave AC from old transformers crosses zero slowly, needs continuous high-frequency to stay lit, and is fixed at 60 Hz. Square wave welds aluminum far better.
Does DC TIG need high-frequency start?
No, DC TIG can use either high-frequency start or lift-arc, which is why DC-only machines can be cheaper. AC always needs HF start to keep the arc lit across polarity changes. HF start is cleaner on both currents because the tungsten never touches the work and stays uncontaminated.


Discussion (0)