
The steel types for welding sort themselves out by how much trouble they hand you. A36 and 1018 are the low-carbon mild steels I run most days — they weld freely, no preheat, no drama. 4140 chromoly is the opposite: skip the preheat or the slow cool and it will crack on you. AR500 wear plate is hard enough that I tab it on with mild-steel brackets rather than welding it into anything structural.
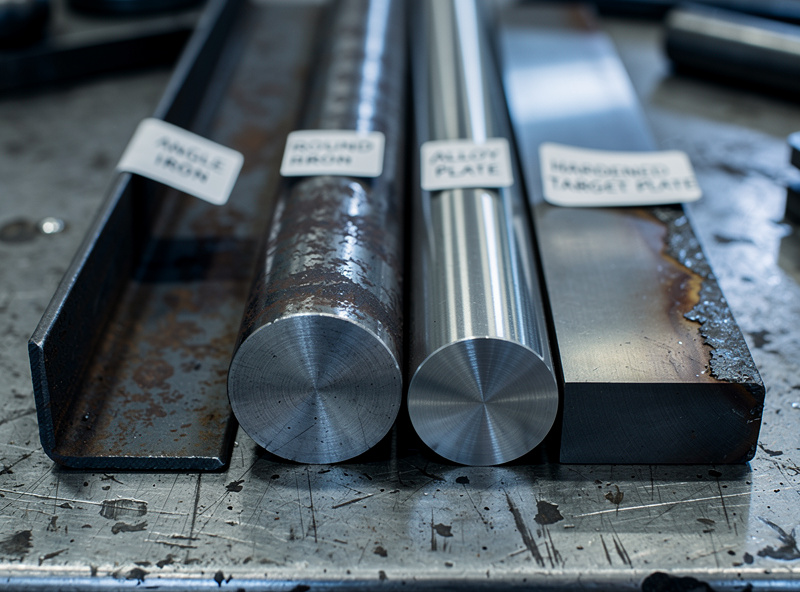
Most home welding happens on mild steel and never needs to go further — but the day you grab a mystery bar off the rack and it cracks down the weld, you learn fast that not all steel behaves like A36. I have run beads on all four of these grades on my own bench, from soft structural angle to AR500 target plate, and the difference in how they take heat is night and day. This guide breaks down A36, 1018, 4140, and AR500 — what each one is, how it welds, and when to reach for it. It pairs with my where to buy steel guide for sourcing each grade.
What Are the Main Steel Types for Welding?
The four grades home welders meet most are A36 structural mild steel, 1018 low-carbon bar, 4140 chromoly alloy steel, and AR500 abrasion-resistant plate. The first two weld with no special process; 4140 and AR500 need preheat and low-hydrogen technique to weld without cracking.
Steel grade is mostly a carbon-and-alloy story. Carbon controls hardness and how crack-prone the weld zone gets — more carbon means more strength but worse weldability. A36 and 1018 sit low on carbon, so they forgive bad technique. 4140 adds chromium and molybdenum for strength and hardenability, which is exactly what makes it crack if you weld it cold. AR500 is quench-hardened to roughly 500 Brinell, so the weld heat ruins the hardness it was made for. Knowing which bucket your steel is in tells you whether you can just strike an arc or need to plan the job.
A36 and 1018: The Mild Steels You Weld Daily
A36 is the structural workhorse — hot-rolled, around 36 ksi minimum yield strength, under 0.29% carbon, and weldable with any process and no preheat. 1018 is a cleaner low-carbon bar at 0.18% carbon, often cold-rolled with a smooth scale-free surface, used where machining or a nicer finish matters.
These two cover roughly 85% of home welding. A36 is what your angle iron, flat bar, square tube, and plate almost always are — it is cheap, strong enough for fixtures, carts, frames, and trailers, and it tolerates a beginner’s heat control. I run it with ER70S-6 wire under 75/25 gas or 7018 stick and never think twice. 1018 costs a little more and shows up as round bar, shafts, and pins; it welds just as easily but its smoother cold-rolled surface needs less cleanup. Neither needs preheat above freezing, and both shrug off the kind of porosity you fight on dirtier metal. If you are building anything load-bearing from scrap, confirm it is one of these with the tests in my identify mystery steel guide before you trust it.
4140 Chromoly: Strong but Crack-Prone
4140 is a chromium-molybdenum alloy steel at around 0.40% carbon that reaches far higher strength than mild steel, especially heat-treated. That same carbon and alloy content make it hardenable in the weld zone, so welding it without preheat risks hard, brittle cracking right beside the bead.

You meet 4140 as shafts, gears, sprockets, and anything that needs to take repeated load — and a lot of roll-cage tubing is a related chromoly. Welding it is doable in a home shop but demands respect: preheat the part to roughly 400-600°F, use low-hydrogen filler (or matching low-alloy rod), keep the interpass temperature up, and let it cool slowly under a blanket rather than in cold air. A trailing low-hydrogen practice and slow cool are what stop the heat-affected zone from going glass-hard and cracking. For anything safety-critical in 4140, my welder friend Mike — decades coded in the trade — is firm that post-weld heat treatment is the real answer, and that is genuinely beyond hobby-shop kit. Treat structural 4140 as the edge where you call in someone qualified.
AR500: Hard Wear Plate, Not a Structural Grade
AR500 is abrasion-resistant plate quench-hardened to about 500 Brinell, used for shooting targets, bucket edges, and wear surfaces. It is not a structural grade — and welding directly through it softens the hardened zone and invites cracking. The shop-safe move is to weld mild-steel mounting tabs, not the AR500 itself.
The whole point of AR500 is hardness, and welding heat is the one thing that destroys it. Run a bead across an AR500 target and the heat-affected zone goes soft and brittle at the same time — you lose the wear resistance you paid for and add a crack risk. When I hang AR500 targets, I weld A36 tabs or brackets and bolt or chain the plate, so no arc ever touches the working face. If you must weld AR500, preheat to around 300-400°F, use low-hydrogen 7018 or ER70S-6, keep heat input low and beads short, and accept a softened HAZ. For most home projects, bolting beats welding here every time. Hard plate like this also chews through cutting consumables, so keep a stack of fresh cutoff wheels on hand.
Disclosure: HomeWelder is reader-supported. As an Amazon Associate I earn from qualifying purchases made through links in this article, at no extra cost to you. I only point to gear I actually use or would buy for my own shop.
Steel Grades Compared for Welding
| Grade | Type | Approx Carbon | Strength / Hardness | Weldability |
|---|---|---|---|---|
| A36 | Structural mild steel | Under 0.29% | ~36 ksi yield | Excellent, no preheat |
| 1018 | Low-carbon bar | ~0.18% | ~54 ksi yield (cold drawn) | Excellent, no preheat |
| 1045 | Medium-carbon steel | ~0.45% | ~77 ksi yield (cold drawn) | Fair, preheat helps |
| 4140 | Chromoly alloy steel | ~0.40% | ~95 ksi tensile annealed | Preheat + low-hydrogen |
| AR500 | Abrasion-resistant plate | ~0.30% | ~500 Brinell hardness | Poor, mount with tabs |
The pattern is consistent: as carbon and hardness climb down the table, weldability falls. A36 and 1018 are point-and-shoot; 1045 wants a little preheat; 4140 needs a real plan; AR500 is best joined by bolting mild-steel hardware to it. Dial your machine to the actual thickness with my MIG settings chart.
How to Tell Which Steel You Have
Unmarked steel needs identification before you trust it on a load-bearing weld. A spark test on a grinding wheel separates low-carbon mild steel (long yellow sparks) from high-carbon and alloy steels (shorter, busier, brighter bursts). Hardness and a magnet help narrow it further.
On my bench, the quick triage is: touch it to the grinder and read the spark stream, check whether a sharp hand file bites easily (soft mild steel) or skates (hardened plate like AR500), and note the surface — smooth cold-rolled points to 1018-type bar, dark mill scale points to hot-rolled A36. A center punch that barely dents the surface is another hardness tell. None of this is laboratory-exact, but it reliably sorts “weld it freely” from “preheat and plan.” For the full spark-and-magnet workflow, see my mystery steel identification guide, and grab clean stock for critical builds from a supplier in the online metal suppliers roundup.
Frequently Asked Questions
What is the easiest steel to weld?
A36 structural mild steel and 1018 low-carbon bar are the easiest. Both sit under 0.3 percent carbon, weld with any process, need no preheat above freezing, and tolerate a beginner’s heat control. They cover roughly 85 percent of home welding projects.
Can you weld 4140 without preheat?
Not safely for anything structural. 4140 chromoly is around 0.40 percent carbon and hardens in the weld zone, so welding it cold risks brittle cracking beside the bead. Preheat to roughly 400-600 degrees Fahrenheit, use low-hydrogen filler, and cool it slowly under a blanket.
Can you weld AR500 steel?
You can, but you usually should not weld through it. AR500 is hardened to about 500 Brinell, and weld heat softens the hardened zone and invites cracking. The shop-safe method is to weld mild-steel mounting tabs and bolt the AR500 plate, keeping the arc off the working face.
What is the difference between A36 and 1018 steel?
A36 is a hot-rolled structural grade defined by a 36 ksi minimum yield and a dark mill-scale surface. 1018 is a cleaner low-carbon bar, often cold-rolled with a smooth scale-free finish and higher yield when cold-drawn. Both weld easily; 1018 needs less surface cleanup.
What filler wire do I use for mild steel?
ER70S-6 solid MIG wire under 75/25 argon-CO2 gas is the standard for A36 and 1018, or 7018 and 6013 stick rods. ER70S-6 has extra deoxidizers that handle mill scale and minor surface contamination better than ER70S-3.
Is 4140 stronger than A36?
Yes, substantially. 4140 chromoly reaches around 95 ksi tensile annealed and far higher heat-treated, versus A36 at roughly 58-80 ksi tensile. That strength comes from carbon and chromium-molybdenum alloying, which is also why 4140 is harder to weld than plain mild steel.


Discussion (0)