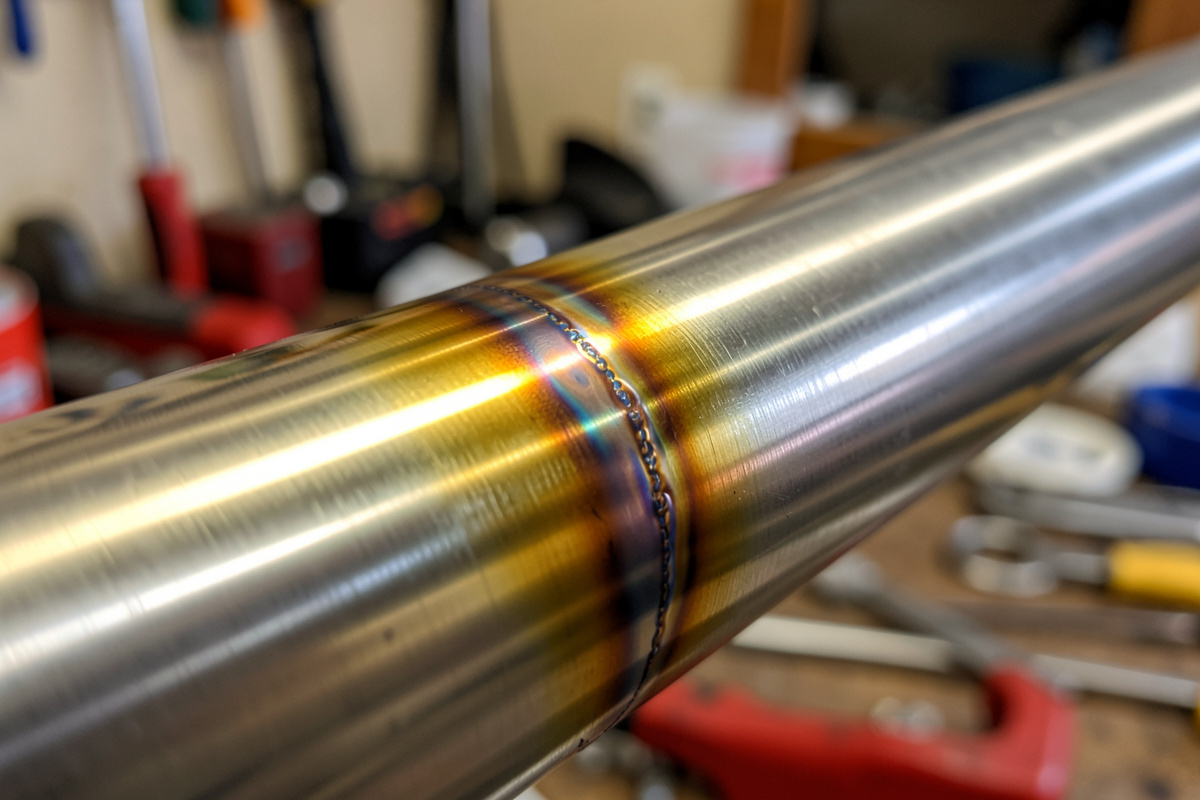
The colors that show up around a weld aren’t decoration — they’re a temperature record. Heat tint is the thin oxide layer that forms on hot metal as it cools in air, and the color it turns tells you how hot that spot got and how long it stayed there. On stainless especially, reading those colors is one of the fastest pieces of feedback you get: a band of straw and light blue says you ran clean heat input; a wide stretch of gray and black says you cooked the joint and you’ve got a problem. Learning to read weld color turned my stainless work around faster than any other single skill.
This is specifically about heat-tint colors on and around the weld — the oxidation rainbow on carbon and stainless steel — not the color codes painted on TIG tungsten electrodes, which is a separate identification system covered in the tungsten color chart guide. Here we’re reading the metal itself.
Why Metal Changes Color When You Weld It
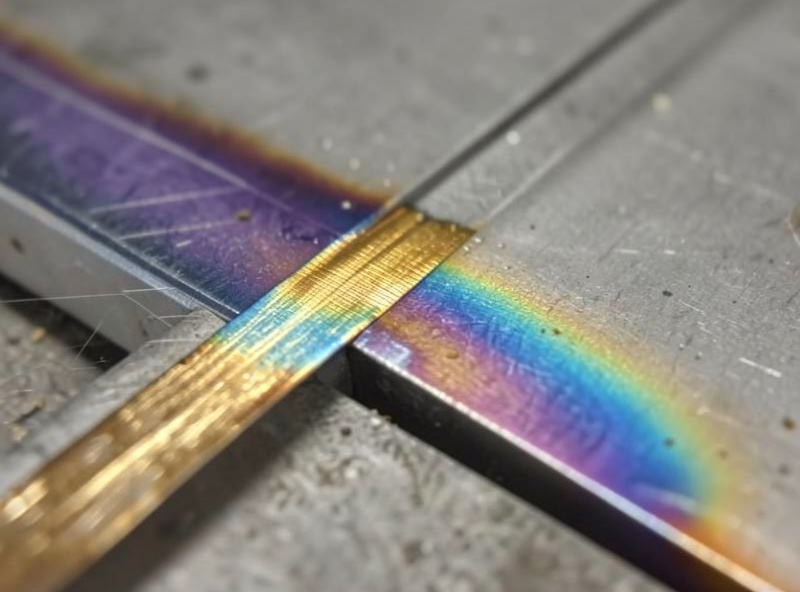
When steel gets hot in the presence of oxygen, a transparent oxide film grows on the surface. As that film thickens with temperature, it interferes with light and shows color — the same physics as oil on water. Cooler spots grow a thin film that looks straw or gold; hotter spots grow a thicker film that runs through brown, purple, blue, and finally gray. The hotter the metal and the longer it spent hot in air, the further down the color scale it goes. So the color band around your weld is effectively a heat map of how the joint cooled.
This matters most on stainless steel, because that oxide layer is exactly what gives stainless its corrosion resistance — and overheating it during welding damages that protective chromium-oxide layer. On carbon steel the colors mostly tell you about heat input and are also the basis of tempering colors when you heat-treat. On stainless, the colors are also a corrosion warning.
The Weld Color Chart
These are the heat-tint colors on stainless and carbon steel, coolest to hottest, with what each one is telling you. Treat the temperatures as the standard tempering/oxidation ranges — the colors are the reliable part, the exact temperature varies a little with alloy and time.
| Color | Roughly | What It Means (Stainless) |
|---|---|---|
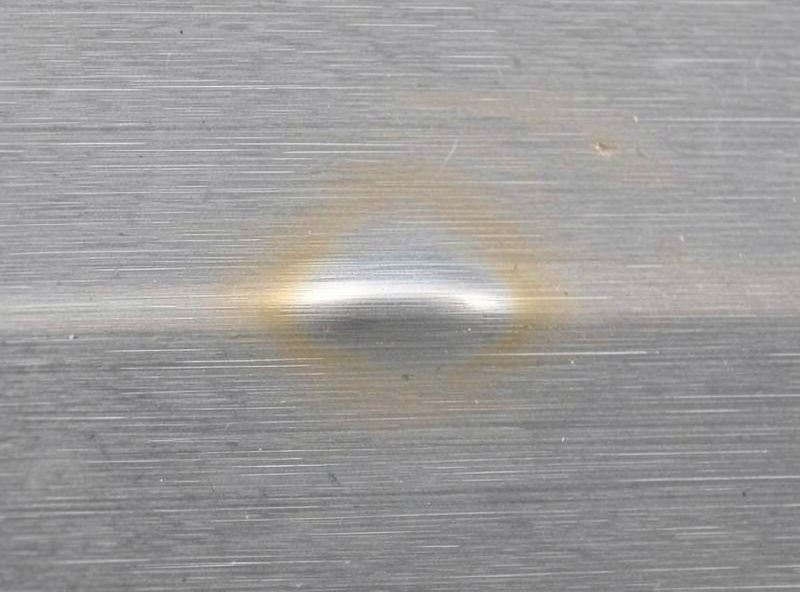
| Silver / no color | Cool | Ideal — minimal oxidation, full corrosion resistance |
| Light straw / pale gold | Lowest tint | Excellent heat control, acceptable on most work |
| Dark straw / brown | Warmer | Good, a little more heat than ideal |
| Purple / violet | Hotter | Borderline — noticeable heat input |
| Blue | Hot | Too much heat for critical corrosion work; chromium oxide affected |
| Gray / black | Hottest | Overheated — corrosion resistance compromised, often needs cleanup or rework |
The rule of thumb I work to on stainless: aim for silver to straw, accept up to a light purple on non-critical work, and treat blue-to-gray as a sign I dumped in too much heat — slow down between passes, reduce amperage, or add a backpurge.
What the Colors Tell You to Do
Too Much Color (Blue, Gray, Black)
Heavy tint means too much heat went into the joint and stayed there. The fixes are all about heat input: reduce amperage, increase travel speed so the arc dwells less, and let the part cool between passes instead of welding it continuously hot. On stainless, controlling interpass temperature — literally waiting for the part to cool down before the next pass — is one of the biggest levers, because stainless holds heat and a hot part just keeps tinting. A backpurge (shielding the back of the joint with argon) stops the underside from tinting and sugaring entirely.
The Right Amount of Color
Silver to straw on stainless tells you your heat input is dialed in. You don’t need a totally colorless weld for most home and hobby work — chasing a perfect silver bead can mean over-purging and fussing for a cosmetic result that a bracket doesn’t need. Match the target to the job: food, marine, or chemical environments want minimal tint; a shop fixture is fine with straw.
Gray, Crusty Back Side (Sugaring)
If the front looks fine but the back of a stainless joint is gray, rough, and crusty, that’s sugaring — oxidation on the unshielded back side. It wrecks corrosion resistance and is a structural weak point on tube and pipe. The cure is a backpurge on the inside of the joint while you weld; I run a second argon line off a splitter with a simple purge dam for exactly this. Sugaring is covered in more depth in the stainless TIG guide below.

Cleaning Up Heat Tint
Once you’ve got tint you want gone — for appearance or to restore corrosion resistance on stainless — you have a few honest routes. Mechanical: wire brushing with a dedicated stainless-only brush (a brush that’s touched carbon steel will embed iron particles and cause rust), flap discs, or abrasive pads. Chemical: pickling paste or passivation, which removes the damaged oxide and restores the protective layer; this is the proper route for critical stainless but involves aggressive acids and full safety precautions. Electrochemical weld cleaners do the same job with less mess and are popular in shops. For a shop bracket I’ll just brush it; for anything where corrosion resistance actually matters, mechanical cleanup alone isn’t enough and you’re into pickling or passivation territory.
Carbon Steel and Tempering Colors
On plain carbon steel the same color scale appears, and it’s the basis of tempering colors used in heat treatment — straw for harder tool edges, blue for springs, and so on. When you’re welding carbon steel, the colors mainly tell you about heat input and the size of the heat-affected zone rather than corrosion. A wide, heavily colored band around a carbon-steel weld means a lot of heat soaked into the surrounding metal, which ties back to distortion and, on hardenable steels, to the cooling-rate issues behind cracking. Inconsistent wire feed on a MIG amplifies heat input problems — the MIG wire feed problems guide walks through diagnosing and fixing every feed failure mode. The colors are the same physics; what they warn you about depends on the metal.
The Takeaway
Weld color is free, instant feedback on your heat input. If you use stick / SMAW as well as MIG, the stick welding problems and fixes guide covers arc blow, sticking electrodes, and the other failure modes specific to SMAW. On stainless, aim for silver to straw, treat blue-and-darker as a heat warning, and watch the back side for sugaring. On carbon steel, read the width and depth of the color band as a measure of how much heat you poured in. It’s one of the easiest diagnostic skills to build, and it pairs directly with the rest of the welding troubleshooting guide. For the technique side of keeping stainless cool and purged, see TIG welding stainless and backpurging, and remember the colors are also a heat-input signal that ties into distortion control.
What do the colors around a weld mean?
They are heat tint, a thin oxide layer that forms on hot metal cooling in air. The color shows how hot that spot got: straw and gold are coolest, running through brown, purple, blue, and finally gray and black at the hottest. The color band is effectively a heat map of how much heat went into the joint.
What color should a stainless steel weld be?
Aim for silver to light straw. That indicates controlled heat input and intact corrosion resistance. Dark straw and light purple are acceptable on non-critical work. Blue, gray, or black mean too much heat went in and, on stainless, that the protective chromium-oxide layer has been affected.
Is a blue or gray weld bad?
On stainless, yes for corrosion-critical work, because heavy tint means the protective oxide layer was damaged by excess heat. Reduce amperage, speed up travel, let the part cool between passes, and consider a backpurge. On plain carbon steel the colors mainly indicate high heat input and a larger heat-affected zone rather than a corrosion problem.
What is sugaring on a weld?
Sugaring is oxidation on the unshielded back side of a stainless weld: gray, rough, and crusty. It destroys corrosion resistance and weakens tube and pipe joints. The cure is a backpurge, shielding the inside of the joint with argon while you weld, often with a simple purge dam to hold the gas in.
How do you remove heat tint from stainless?
Mechanically with a stainless-only wire brush, flap disc, or abrasive pad, or chemically with pickling paste or passivation, which removes the damaged oxide and restores the protective layer. For a shop bracket, brushing is fine. For anything where corrosion resistance matters, mechanical cleanup alone is not enough; you need pickling or passivation.
Are weld heat tint colors the same as tungsten color codes?
No. Heat-tint colors form on the welded metal itself and indicate temperature and heat input. Tungsten color codes are paint marks on the end of TIG electrodes that identify the tungsten alloy, such as lanthanated or thoriated. They are completely separate systems that happen to both use color.



Discussion (0)