
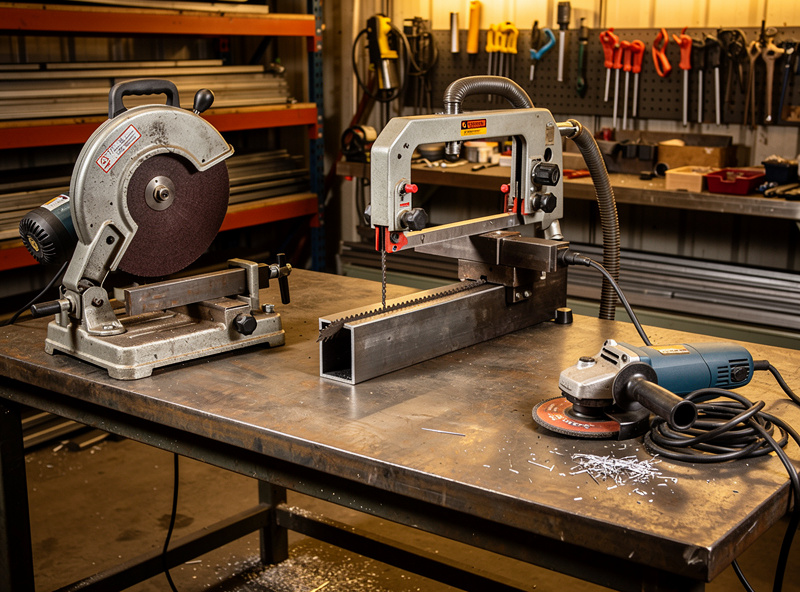
For a home welding shop, an abrasive chop saw handles 90% of steel cutting faster and straighter than an angle grinder. A horizontal band saw is worth the upgrade to 300 dollars when projects demand miter cuts, quiet operation, and burr-free edges on tube and pipe.
The angle grinder with cutoff wheels covers everything the other two cannot — curved cuts, notching, and cutting steel in place where it cannot be moved to the saw. Buy them in the wrong order and you’ll burn 30 dollars in cutoff wheels and an afternoon of grinding before the chop saw even ships — the four crooked cuts that drove me to the chop saw are two paragraphs down.
I started with an angle grinder for everything — cutting 20 pieces of angle iron to identical length with a cutoff wheel is the definition of misery. After the fourth crooked cut that needed grinding to square, I bought a 150-dollar abrasive chop saw and the difference was immediate: cuts that were straight and square, pieces that matched each other, and 80% less grinding to clean up cut edges. The band saw came later for repeatable miter cuts on square tube. Each tool solves a specific cutting problem, and using the wrong one costs time and material. For the full equipment picture, the essential welding equipment guide covers every tool. For the angle grinder details, see the angle grinder guide for welders.
As an Amazon Associate I earn from qualifying purchases.
Abrasive Chop Saw: The Straight-Cut Workhorse
An abrasive chop saw uses a 14-inch abrasive wheel spinning at roughly 3,900 RPM to cut through steel with friction — the wheel grinds its way through the metal rather than shearing it like a toothed blade. Chop saws produce straight, repeatable 90-degree cuts on angle iron, flat bar, round bar, square tube, and pipe up to roughly 4-inch cross-section depending on the saw. The built-in vise clamps the workpiece in position, and a pivoting arm brings the wheel down through the cut.
What it does best: Cutting multiple pieces of angle iron, flat bar, or round bar to identical lengths for frame projects, welding cart builds, and production work. The vise and fence system makes repeat cuts without remeasuring every piece — set the stop once, cut 20 identical pieces.
Trade-offs: Abrasive chop saws are loud (roughly 95-100 dB — wear ear protection), produce a shower of hot sparks and abrasive dust, and the cut edge comes out hot and burred — every cut needs a quick pass with a flap disc to clean the burr before welding. The abrasive wheel wears down with use, reducing cutting capacity over time — a new 14-inch wheel has a 7-inch radius that shrinks to 5 inches before replacement. Cuts are straight in one plane but the wheel can wander slightly in thick material, producing a slight bevel on the cut face.
Cost: 120-240 dollars for a 14-inch abrasive chop saw (DeWalt D28715 around 220-240 dollars at current retail, Genesis GMCS140 around 130 dollars as the budget pick). I run a DeWalt D28715 in my shop — two years in, the original wheel guard hinge has zero slop and the 15-amp motor still spins 14-inch Norton Bluefire wheels through 1/4-inch flat bar without bogging. Replacement wheels are 8-12 dollars each (rated to EN 12413, the bonded-abrasive safety spec — check the label) and last roughly 50-100 cuts on 1/8-inch angle iron.
Horizontal Band Saw: The Clean, Quiet, Precise Option
A horizontal band saw uses a continuous toothed metal-cutting blade running on two wheels to cut through steel. The saw frame pivots down through the workpiece under gravity feed or hydraulic control, producing a straight, burr-free cut with no sparks, significantly less noise (roughly 75-80 dB), and a cut face that is ready to weld without grinding. The blade travels at 80-250 feet per minute — much slower than an abrasive wheel but the cut quality eliminates post-cut cleanup.
What it does best: Cutting square tube, rectangular tube, pipe, and round bar to precise lengths with square, burr-free ends. The miter vise swivels to 45 degrees left and right for repeatable miter cuts. A band saw is the tool for building frames where 45-degree corner miters must match perfectly, or for cutting stainless steel tube where an abrasive chop saw would heat-discolor the cut edge. The saw runs unattended — set the feed rate, start the cut, and walk away to prep the next piece while the saw finishes.

Trade-offs: Band saws cost 2-3x more than chop saws (250-500 dollars for a 4×6-inch horizontal band saw), cut slower (a 2-inch square tube takes 30-60 seconds versus 5-10 seconds on a chop saw), and blades cost 15-30 dollars each with a lifespan of roughly 50-200 cuts depending on material and feed rate. The blade requires tensioning, tracking adjustment, and occasional replacement — more maintenance than a chop saw’s “swap the wheel.” The slower cut speed does not matter for home-shop volumes where projects are built one piece at a time — the trade is speed for quality.
Cost: 250-500 dollars for a 4×6-inch horizontal band saw (WEN 3975 benchtop model around 250-270 dollars, JET HVBS-56 around 380-400 dollars, Grizzly G0622 around 450-550 dollars at current retail). My garage runs a WEN 3975 that I bought during a holiday sale at 220 dollars — the gravity-feed downforce is light enough that I switched to a manual hold-down spring for square tube cuts over 1.5-inch. For the money, the cut quality on 1-inch and 1.5-inch tube is indistinguishable from a friend’s pricier JET. Blades: 15-30 dollars for bi-metal blades in 64.5-inch length (standard for 4×6 saws) — I run Lenox Diemaster 2 bi-metal at 14 TPI on the WEN, which lasts roughly 150 cuts on mild steel.
Angle Grinder with Cutoff Wheel: The Flexible Anywhere Tool
An angle grinder with a 0.045-inch cutoff wheel is not the best tool for any single cutting task, but it is the only tool that handles every cutting task the chop saw and band saw cannot: cutting steel in place (fence posts, trailer repairs, structural steel already installed), curved cuts, notching tube ends, and cutting material too large or oddly shaped to fit in a chop saw vise or band saw throat. I keep a DeWalt DWE402 angle grinder loaded with 0.045-inch Type 1 cutoff wheels parked next to the welding table for exactly these jobs — same grinder that handles weld prep with a 40-grit flap disc. ANSI B7.1 (the safe-use standard for abrasive wheels) and OSHA 29 CFR 1910.215 both require mounting and guarding a wheel for the operation it’s actually built for — a Type 1 wheel is built for peripheral (edge) grinding or cutting, not side-loading, and using the wrong wheel type for the job is how wheels shatter; both wheel types are stamped on the label per the EN 12413 spec.
What it does best: Cutting steel that cannot be moved to a stationary saw, freehand curved cuts, notching tube for coped joints, and field repairs. The grinder goes wherever the steel is — the chop saw and band saw require the steel to come to them.
Trade-offs: Cutoff wheels cut in a straight line only if you guide them perfectly — freehand cuts wander, and even with a guide the cut face is rougher and less square than a chop saw or band saw. Wheels burn through quickly (one wheel per 20-30 minutes of cutting), and the thin wheels are fragile — lateral pressure snaps them. For the full angle grinder guide including wheel selection, see the angle grinder guide for welders.
Which Saw for Your Shop: The Decision Matrix
| Criteria | Abrasive Chop Saw | Horizontal Band Saw | Angle Grinder |
|---|---|---|---|
| Cut quality | Rough, burred, needs cleanup | Clean, square, ready to weld | Rough, wanders freehand |
| Cut speed (1/8″ angle iron) | 3-5 seconds | 15-25 seconds | 10-20 seconds |
| Miter capability | Limited (some models swivel 0-45) | Full 0-45 L/R with vise | None (freehand only) |
| Noise level | 95-100 dB (loud) | 75-80 dB (quiet) | 90-95 dB (loud) |
| Sparks and dust | Heavy sparks, abrasive dust | None (chips only) | Heavy sparks |
| Recurring cost | $8-12 per wheel, 50-100 cuts | $15-30 per blade, 50-200 cuts | $0.80-1.20 per wheel, 20-30 min |
| Portability | Semi-portable (30-40 lbs) | Stationary (50-100 lbs) | Fully portable (5-8 lbs) |
| Upfront cost | $120-240 | $250-550 | $40-80 |
| Coolant required | No | Optional (extends blade life) | No |
The Home Shop Strategy: Buy in This Order
The logical purchase order for a home welding shop:
- Angle grinder with cutoff wheels (40-80 dollars): Buy first — you need it for weld prep and cleanup regardless of which saw you add later. The cutoff wheel capability comes free with the grinder you already own.
- Abrasive chop saw (120-240 dollars): Add as soon as your first project requires cutting more than 6-8 pieces of angle iron or flat bar to identical length. The time savings on a single cart or fire pit project pays for half the saw cost in saved cutoff wheels and grinding cleanup.
- Horizontal band saw (250-550 dollars): Add when your projects demand miter cuts, clean edges on stainless steel, or quiet operation (garage attached to living space, late-night work). The band saw is a quality-of-life upgrade, not a necessity — a chop saw plus flap disc cleanup produces the same result with more time and noise.
Skip the band saw if your projects are primarily angle iron frames and flat bar brackets — the chop saw handles those cleanly. Buy the band saw when square tube and pipe become regular materials, or when the chop saw noise becomes a problem for household members or neighbors.

Frequently Asked Questions
Which is better for a home welding shop: chop saw or band saw?
An abrasive chop saw at 120-240 dollars handles 90% of home welding cuts faster than a band saw. Upgrade to a horizontal band saw at 250-550 dollars when you need miter cuts, clean burr-free edges on tube and pipe, or quiet operation. Most home shops start with a chop saw and add a band saw later.
Can I cut all my steel with just an angle grinder?
Yes, an angle grinder with cutoff wheels can cut everything a chop saw or band saw can, but the cuts will be less straight, less repeatable, and slower for production work (cutting multiple pieces to the same length). Use the angle grinder for freehand, in-place, and curved cuts; use a stationary saw for straight, repeatable cuts.
How long do abrasive chop saw wheels last?
A 14-inch abrasive chop saw wheel lasts roughly 50-100 cuts on 1/8-inch angle iron or flat bar before wearing down to a 5-inch radius and needing replacement. Thicker material, harder steel, and excessive feed pressure all reduce wheel life. A wheel that vibrates or bounces during the cut is glazed or worn out — replace it.
Can a chop saw cut stainless steel?
Yes, but abrasive chop saws generate enough heat to discolor stainless steel at the cut edge, leaving a blue or brown heat-tint that requires cleanup. A horizontal band saw cuts stainless cleanly without heat discoloration. If appearance at the cut edge matters, use a band saw for stainless.
What size band saw do I need for home welding projects?
A 4×6-inch horizontal band saw handles all common home welding stock — 1-inch to 3-inch angle iron, 1-inch to 2-inch square tube, and round bar up to 4 inches in diameter. The 4×6-inch saw is the standard home-shop size; larger models (7×12-inch) are for production shops and cost 1,000 dollars plus.
Why does my chop saw cut wander and produce angled cut faces?
A wandering chop saw cut is usually caused by applying too much feed pressure, which flexes the abrasive wheel and pulls it off-line. Let the wheel do the work with light, steady downward pressure. A worn wheel that has reduced in diameter also wanders more because the smaller wheel has less rigidity. Replace the wheel if cuts wander despite light pressure.
Related Articles
- Essential Welding Equipment Guide
- Angle Grinder Guide for Welders
- Welding Clamps, Magnets, and Squares
- Welding Table Buying Guide
- How to Set Up a Home Welding Workshop
- Welding for Beginners: Complete Guide
- Welding Consumables Guide
- Welding Gloves and Jacket Guide
- Welding Gas Guide
- About Kenny Nyhus Fadil


Discussion (0)