
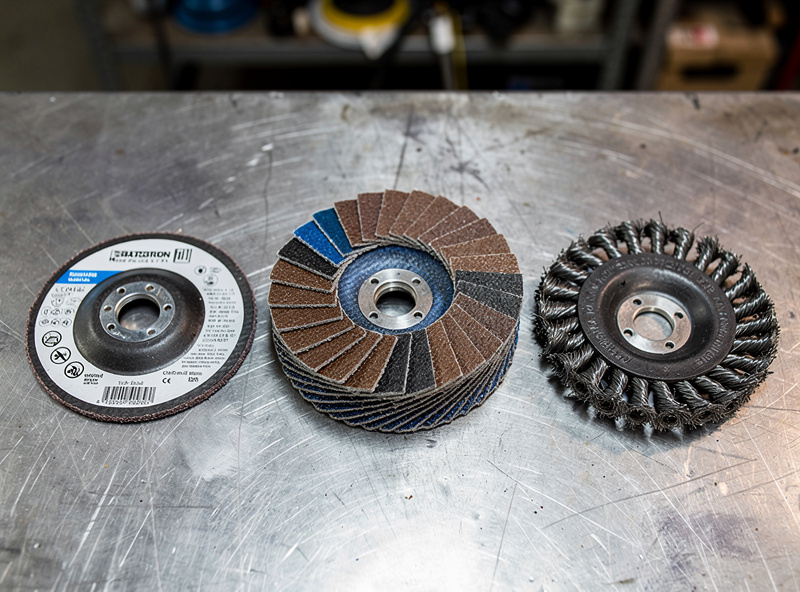
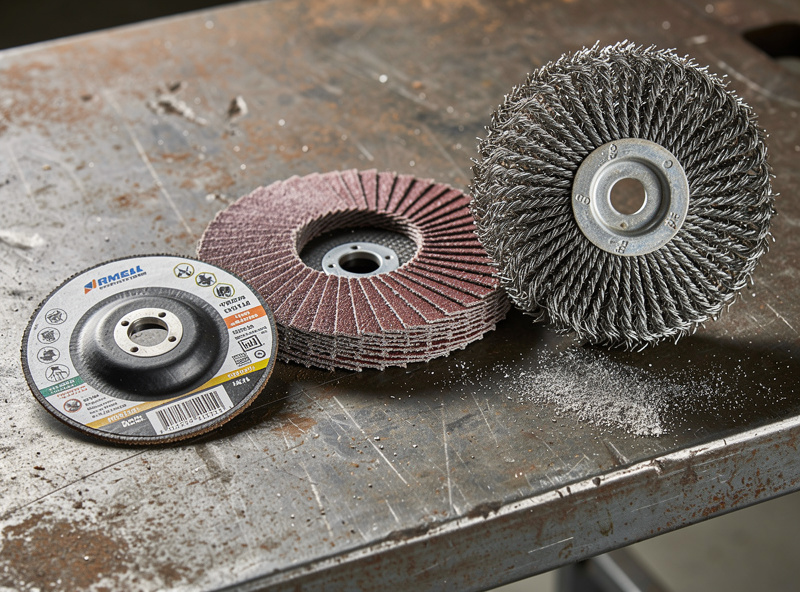
A welder’s angle grinder does three jobs and needs three different wheels: a 0.045-inch cutoff wheel for cutting steel, a 40-grit flap disc for beveling joints, and a knotted wire cup brush for removing mill scale and rust.
Buy the grinder, these three wheels, and a face shield before your first weld — the grinder handles the prep work that determines whether the weld penetrates or sits on contaminated metal. Mount the wrong wheel for the job in your first hour and you’ll snap one at 11,000 RPM. More on which wheel kills which job — and which one cost me eight wheels before I figured it out — in the next two sections.
I bought a 4.5-inch angle grinder for 40 dollars thinking it was a cutting tool. Within two weeks I had burned through eight cutoff wheels learning that the grinder is actually three tools in one — cutter, sander, and surface cleaner — and the wheel you mount determines which tool it becomes. The wrong wheel for the job wastes material and time; the right wheel makes weld prep a 60-second task instead of a 10-minute frustration. For the broader equipment picture, the essential welding equipment guide covers every tool in the welding shop. For how the grinder fits into a workshop layout, see how to set up a home welding workshop.
As an Amazon Associate I earn from qualifying purchases.
The Angle Grinder Itself: What to Buy
A 4.5-inch angle grinder with a paddle switch and 7-10 amp motor is the right starting point for welding prep and cleanup. The 4.5-inch size fits the widest range of wheels at the lowest cost, the paddle switch shuts off the instant your hand leaves the trigger (critical safety feature), and a 7-10 amp motor spins cutoff wheels and wire brushes without bogging down mid-cut. Budget roughly 90-130 dollars for a name-brand paddle-switch grinder that lasts several years of regular use; the 20-dollar bargain-bin unit works at first but the switch fails and the bearings grind within 6-12 months of welding duty.
What matters when buying:
- Paddle switch, not slide switch: A slide switch stays on if you drop the grinder. A paddle switch is dead-man style — release the paddle and the grinder stops. In a welding environment with gloves, cords, and occasional dropped-tool moments, paddle switch is the non-negotiable safety feature.
- 7-10 amp motor: Below 7 amps, the grinder bogs down on a knotted wire brush or a 1/4-inch-thick cutoff. At 10-13 amps, the grinder is heavy and fatiguing for one-handed use. The 7-10 amp sweet spot handles everything a home welder asks of it.
- Spindle lock button: A button on the gear head that locks the spindle so you can tighten or loosen the wheel nut with one wrench instead of two. Without it, every wheel change is a two-wrench wrestling match.
- Tool-free guard adjustment: The guard must rotate to direct sparks away from your face and body. Models with a quick-release lever let you reposition the guard in 3 seconds; bolt-clamp models take 30 seconds and a hex key you will lose.
Recommended paddle-switch models: DeWalt DWE402 (11 amp, roughly 100-130 dollars) or Makita 9557PB (7.5 amp, roughly 90-110 dollars) — both real paddle-switch units in the 4.5-inch class that meet the non-negotiable switch rule above. Skip the Metabo HPT G12SR4 despite its lower price tag: it ships with a slide switch, not a paddle switch, which puts it on the wrong side of the safety rule two paragraphs up — a dropped grinder with that switch stays live. The DeWalt DWE402 is my daily driver — it has survived three years of welding duty with zero issues beyond replacing worn-out cutoff wheels. For the safety gear that goes with the grinder, see the welding safety guide.
Cutoff Wheels: The Blade That Cuts Steel
A 0.045-inch-thick Type 1 cutoff wheel is the standard cutting tool for steel stock in a home welding shop. The thin profile removes minimal material per cut, which means less heat, less burr, and faster cutting than a thicker wheel. A 10-pack of 4.5-inch cutoff wheels costs 8-12 dollars and lasts roughly 5-10 hours of cutting — expect to burn through one wheel per 20-30 minutes of continuous cutting on 1/8-inch steel.
Cutoff wheel rules that prevent exploding wheels:
- Never use a cutoff wheel for grinding. Cutoff wheels are thin and brittle — lateral pressure from grinding snaps them. A snapped cutoff wheel at 11,000 RPM becomes shrapnel. Use cutoff wheels only for cutting, flap discs for grinding, wire brushes for cleaning. Never mix.
- Type 1 (flat) for cutting, Type 27 (depressed center) for grinding. The wheel type is stamped on the label per EN 12413, the bonded-abrasive safety standard. Using a Type 1 wheel for grinding or a Type 27 for cutting will destroy the wheel and potentially the grinder.
- Let the wheel do the work. Pressing hard on a cutoff wheel overheats it, glazes the abrasive, and slows the cut. Light, steady pressure with the grinder at full speed cuts faster than heavy pressure.
- Cut with the wheel rotation throwing sparks toward the floor, not your face. Position the guard so sparks deflect downward and away. If sparks come back toward you, reposition the grinder — do not remove the guard.
For precision cutting — straight lines, mitered angles, repeatable lengths — a chop saw outperforms a cutoff wheel. The welding table buying guide covers fixturing for accurate cuts, and the chop saw comparison is in the upcoming metal cut-off tool guide.
Flap Discs: The Weld Prep and Finish Tool
A flap disc is a wheel made of overlapping abrasive flaps (like a sanding belt cut into segments and arranged radially) that grinds, blends, and finishes metal in one step. For welding, a 40-grit zirconia flap disc on a 4.5-inch grinder is the universal tool for three specific tasks: beveling plate edges before a butt joint, cleaning mill scale and rust off the weld zone, and blending the finished bead if appearance matters.
Flap disc selection:
- Grit 40 for weld prep and heavy removal: Aggressive enough to bevel a 1/8-inch plate edge in one pass, remove mill scale in seconds, and clean spatter off a finished weld. 40-grit is the daily driver for welding work.
- Grit 60-80 for blending and finishing: Smoother finish for blending a bead flush with the base metal. Use after 40-grit if the project surface needs a smooth paint-ready finish.
- Grit 120 for final finish only: Too fine for weld prep — it polishes without removing enough material. Only use for final surface prep before paint or clear coat.
- Zirconia vs aluminum oxide: Zirconia (blue/green flaps) lasts 2-3x longer than aluminum oxide (brown/tan flaps) on steel and costs roughly 20% more per disc. The durability pays for itself on any project longer than 2 hours of grinding.
A 40-grit zirconia flap disc lasts roughly 4-6 hours of active grinding on mild steel. I run Norton Bluefire R884P zirconia 40-grit on my DeWalt for everything — beveling 1/8-inch plate, cleaning spatter off finished welds, knocking the mill scale off cold-rolled stock before the C25 even hits the joint. They outlast the cheaper Forney brown-flap discs by roughly 3-to-1 in my shop, which makes the 20% price premium pay back inside one project. Keep 3-4 spares on hand — a worn flap disc polishes rather than grinds, and the difference is invisible until you wonder why the mill scale is still there after 30 seconds of grinding.
Wire Brushes: The Surface Cleaning Tool
A knotted wire cup brush on an angle grinder removes heavy rust, thick mill scale, old paint, and welding slag faster than any other tool in the shop. The knotted (twisted) wire design is more aggressive than crimped wire and handles the kind of surface contamination that flap discs choke on — thick flaking rust, multiple layers of paint, baked-on slag from stick or flux-core welding.
Wire brush types and when to use each:
- Knotted wire cup brush (4-inch): The aggressive cleaner for rust, heavy mill scale, old paint, and slag. The twisted wire knots hit harder and last longer than crimped wire. Use on a 4.5-inch grinder at full speed with firm pressure — the knotted wires do the work. One knotted cup brush lasts 10-20 hours of cleaning duty. I keep a Weiler Polyflex 4-inch knotted cup as my dedicated rust-and-paint cleaner — the wire holds tension far longer than the no-name brushes I burned through in my first six months and the steel rim survives the occasional bump against the bench leg.
- Crimped wire cup brush (4-inch): Less aggressive, for final surface cleaning after the knotted brush or for light rust and mill scale. Crimped wires leave a smoother finish and throw fewer individual wire fragments at high speed.
- Wire wheel (not cup): A flat radial wire brush for cleaning in corners and along edges where a cup brush cannot reach. Useful for cleaning the inside corners of T-joints after welding to inspect for defects.
- Hand wire brush: A 5-dollar stainless steel hand brush for cleaning slag between multi-pass welds and knocking loose spatter off the bead. The angle grinder wire cup does the heavy work; the hand brush does the precision between-pass cleaning.
Safety note on wire brushes: Wire brushes at 11,000 RPM throw individual wire fragments at bullet velocity. The fragments embed in clothing, skin, and safety glasses. OSHA 29 CFR 1910.133(a) is the actual PPE rule that applies here — it requires eye and face protection with side protection whenever flying particles are a hazard, and OSHA’s own guidance for grinding and wire brushing specifically recommends a full face shield worn over safety glasses because of the penetrating-wire risk (source); ANSI B7.1 is the separate standard that governs the wheel/guard side of the tool itself, not operator PPE. The wires penetrate standard safety glasses from the side, so I always run safety glasses under a full face shield, leather apron over a long-sleeve cotton shirt, and the Tillman 1338 cowhide gauntlets I wear for MIG. For the complete PPE picture, the welding safety guide covers every item.
Grinder Technique for Welders: The Three Motions
Three grinder motions cover every welding prep and cleanup task:
1. Cutting (cutoff wheel): Hold the grinder with both hands, guard between you and the wheel, cut with the lower third of the wheel (roughly the 4 o’clock to 6 o’clock position) moving away from your body. Let the wheel’s rotation pull the grinder forward — you guide direction, the wheel provides feed. Cutting with the side of a cutoff wheel (instead of the edge) snaps the wheel.
2. Beveling and cleaning (flap disc): Hold the grinder at a 15-20 degree angle to the surface — flatter than grinding, steeper than polishing. Move in smooth overlapping passes along the joint line to create a consistent bevel or clean strip. Let the disc’s rotation pull the grinder along — light pressure, full speed. For beveling a butt joint, one pass per side at 15 degrees creates a consistent 1/16-inch bevel on 1/8-inch plate.
3. Surface cleaning (wire cup): Hold the grinder flat to the surface with the cup brush fully in contact. Move in slow, overlapping passes with moderate pressure. The wire cup throws fragments in a 180-degree arc — everything within 10 feet gets hit. Clear the area of anything you do not want embedded with wire fragments, including other tools, the welding helmet lens (face down on the bench, not on the table), and exposed skin.

Consumable Replacement Schedule
Angle grinder consumables wear predictably. Here is the replacement cadence for a welder grinding 4-6 hours per week:
| Consumable | Lifespan | Replacement Cost | Monthly Cost (20 hrs) |
|---|---|---|---|
| Cutoff wheels (0.045-inch) | 20-30 min continuous cutting per wheel | $0.80-1.20 per wheel | $15-25 |
| Flap disc (40-grit zirconia) | 4-6 hours active grinding | $3-5 per disc | $12-20 |
| Knotted wire cup brush | 10-20 hours | $8-12 per brush | $8-12 |
| Grinder spanner wrench | Until you lose it | $3-5 | $3-5 the day it disappears |
The monthly consumable cost for a regular welder is roughly 35-55 dollars in grinder wheels — about the cost of a 10-pound spool of MIG wire. Factor it into the project budget up front rather than being surprised when the flap disc is smooth and the cutoff wheel stack is empty mid-project. For the full consumables picture including wire, gas, and tips, see the welding consumables guide.
Frequently Asked Questions
What size angle grinder is best for welding prep and cleanup?
A 4.5-inch angle grinder with a 7-10 amp motor covers every welding task from cutting 1/4-inch steel to cleaning mill scale and beveling plate edges. The 4.5-inch wheel size fits the widest selection of cutoff wheels, flap discs, and wire brushes at the lowest cost. Avoid 9-inch grinders for welding work — they are too heavy for one-handed precision grinding.
Can I use a cutoff wheel for grinding or a grinding wheel for cutting?
No — cutoff wheels (Type 1, thin) are for cutting only and will shatter under lateral grinding pressure. Grinding wheels (Type 27, thick) are for grinding only and are too thick to cut efficiently. Never mix wheel types with tasks — the wheel label specifies its approved use and the consequences of misuse include wheel explosion at 11,000 RPM.
Which grit flap disc should I use for cleaning steel before welding?
A 40-grit zirconia flap disc removes mill scale, light rust, and surface contamination from mild steel in seconds per inch of joint length. Coarser grits (36-grit) remove material faster but leave deeper scratches; finer grits (60-80) are for finish blending after welding, not for pre-weld surface prep.
How often should I replace my angle grinder wheels?
Cutoff wheels every 20-30 minutes of continuous cutting, flap discs every 4-6 hours of active grinding, and knotted wire cup brushes every 10-20 hours of cleaning duty. A worn flap disc polishes instead of grinding — if the steel surface stays dark after 30 seconds of grinding, the disc is worn out.
Do I need a face shield when using a wire brush on an angle grinder?
Yes — a full face shield over safety glasses is mandatory for wire brush work. Wire fragments at 11,000 RPM embed in skin and penetrate standard safety glasses from the side. A face shield, leather apron, and safety glasses underneath prevent the wire-fragment acupuncture that every welder experiences the first time they skip the shield.
What is the difference between a knotted and crimped wire cup brush?
Knotted (twisted) wire cup brushes are more aggressive — they remove heavy rust, thick mill scale, paint, and slag faster. Crimped wire brushes are gentler and leave a smoother surface finish. Start with a knotted brush for heavy cleaning, switch to crimped for final surface prep before welding if appearance matters.
Related Articles
- Essential Welding Equipment Guide
- Welding Safety Guide
- Welding Consumables Guide
- How to Set Up a Home Welding Workshop
- Welding for Beginners: Complete Guide
- Best Welding Helmet for Home Use
- Welding Table Buying Guide
- Best Budget Welder Under $300
- Common Beginner Welding Mistakes
- About Kenny Nyhus Fadil


Discussion (0)